M-Series Operator’s Manual 4/9/2015 10-34
per Pass: The depth amount of cut to be taken to reach the total depth. This value must be greater than 0.0 and cannot
exceed the total depth.
Plunge Rate: The feedrate at which the Z axis is moved when plunging to a lower depth.
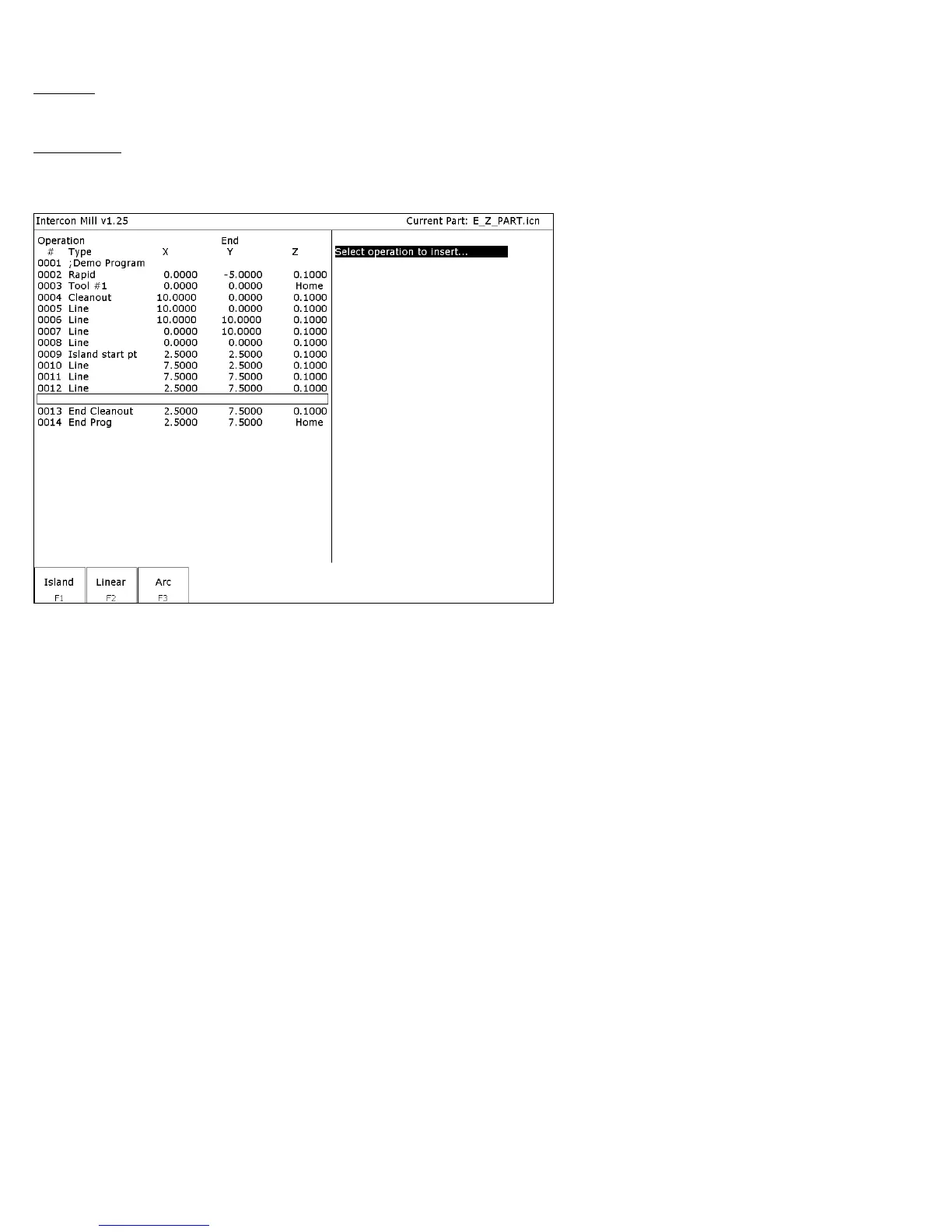
After the cleanout parameters are accepted, a screen similar to the following appears:
Key points about the Cleanout cycle:
• When creating a pocket the first move in your cleanout cycle must be a linear move.
• If the profile contour does not end at the start point, a linear segment will automatically be inserted to close the
pocket.
• The last line of the contour will not include a connecting radius to the starting point.
Once you have defined the specifics of your cleanout cycle, the shape of your pocket will be defined through a series
of lines and arcs by choosing the F2-Linear and F3-Arc options in the cleanout cycle.