M-Series Operator’s Manual 4/9/15
Summary
Rigid tapping parameters will vary from machine to machine. Not all machines are built the same (i.e.
Spindle hp, inverter type, rigidity, etc.), and tooling will play a roll in performance also. It was found through
our testing, if we changed one physical parameter, (i.e. using a tapping oil instead of water base coolant), it
improved the off target values by 1.5%. This is due to the fact that less friction is present when using special
cutting oil, therefore requiring less hp by the spindle to drive the tap. In most cases, rigid tapping depths
should be able to be held within +/- .008 inch or less by adjusting parameter 82 for specific cases.
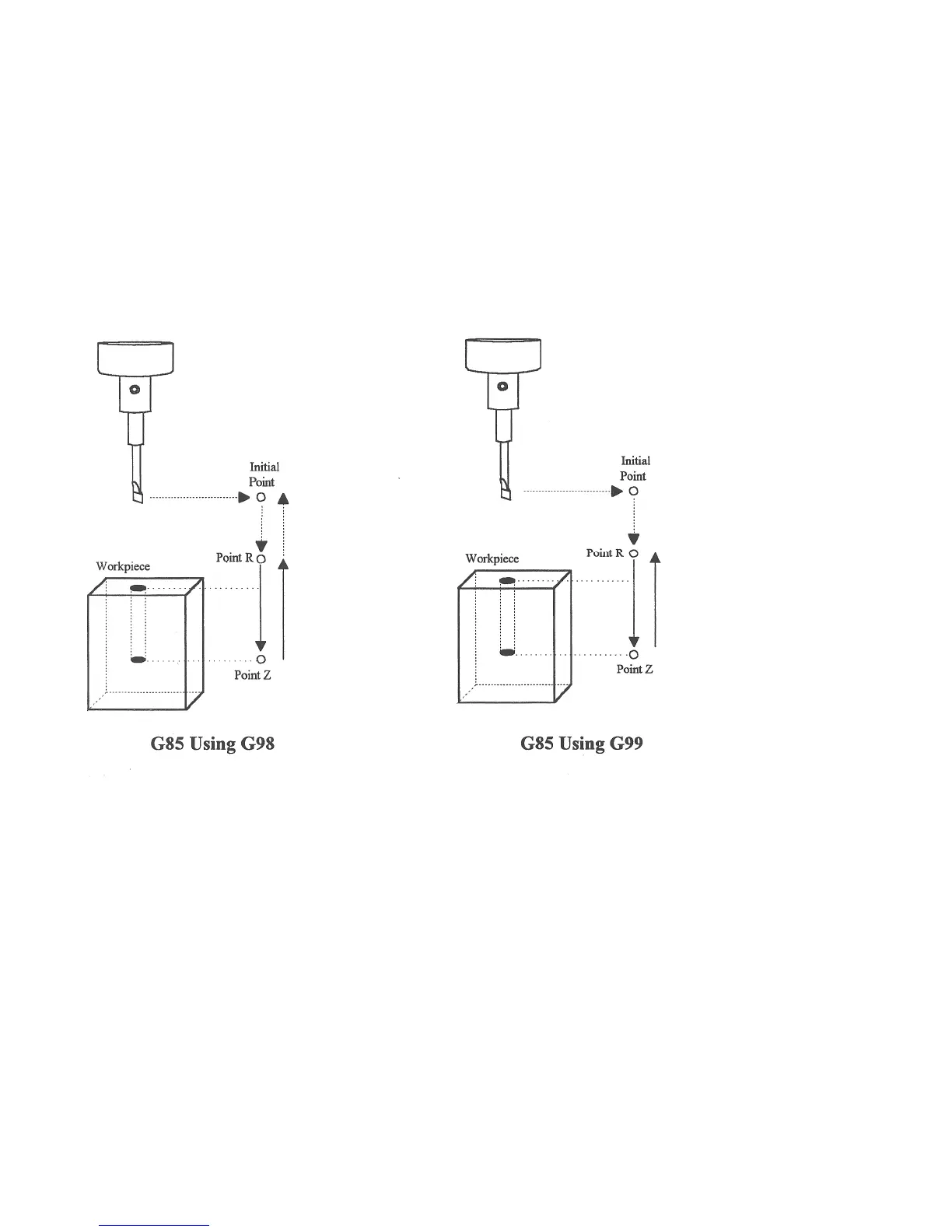
G85 – Boring
G85 is similar to G81, except that the tool is retracted with a feedrate move instead of a rapid move. G85 may be
used for tapping with reversing tap heads such as the Tapmatic NCR series.
Example 1:
G85 X1 Y1 R.1 Z-.5 ; bore a 0.5" hole at X1 Y1
G80 ; cancel canned cycle
Example 2:
M3 S500 F27.78 ; start spindle CW, set for 18 pitch tap
M109/1/2 ; disable feedrate and spindle overrides
G85 X1 Y1 R.1 Z-.4 ; tap hole at X1 Y1 to a depth of 0.4"
M108/1/2 ; enable feedrate and spindle overrides
G80 ; cancel canned cycle