M-Series Operator’s Manual 4/9/15
Parameter 48 – Grid Digitize Patch Playback Z rapid clearance amount
This is the additional Z clearance amount higher than the Z surface level at which the original Grid Digitizing
operation was begun. The purpose of this value is to set the recorded starting “rapid to” Z level of a Grid Digitize
playback patch. In other words, the Z starting point of the first feedrate plunge move of the recorded patch is equal to
the Z coordinate of the start of the original Grid Digitizing operation plus the value of this parameter.
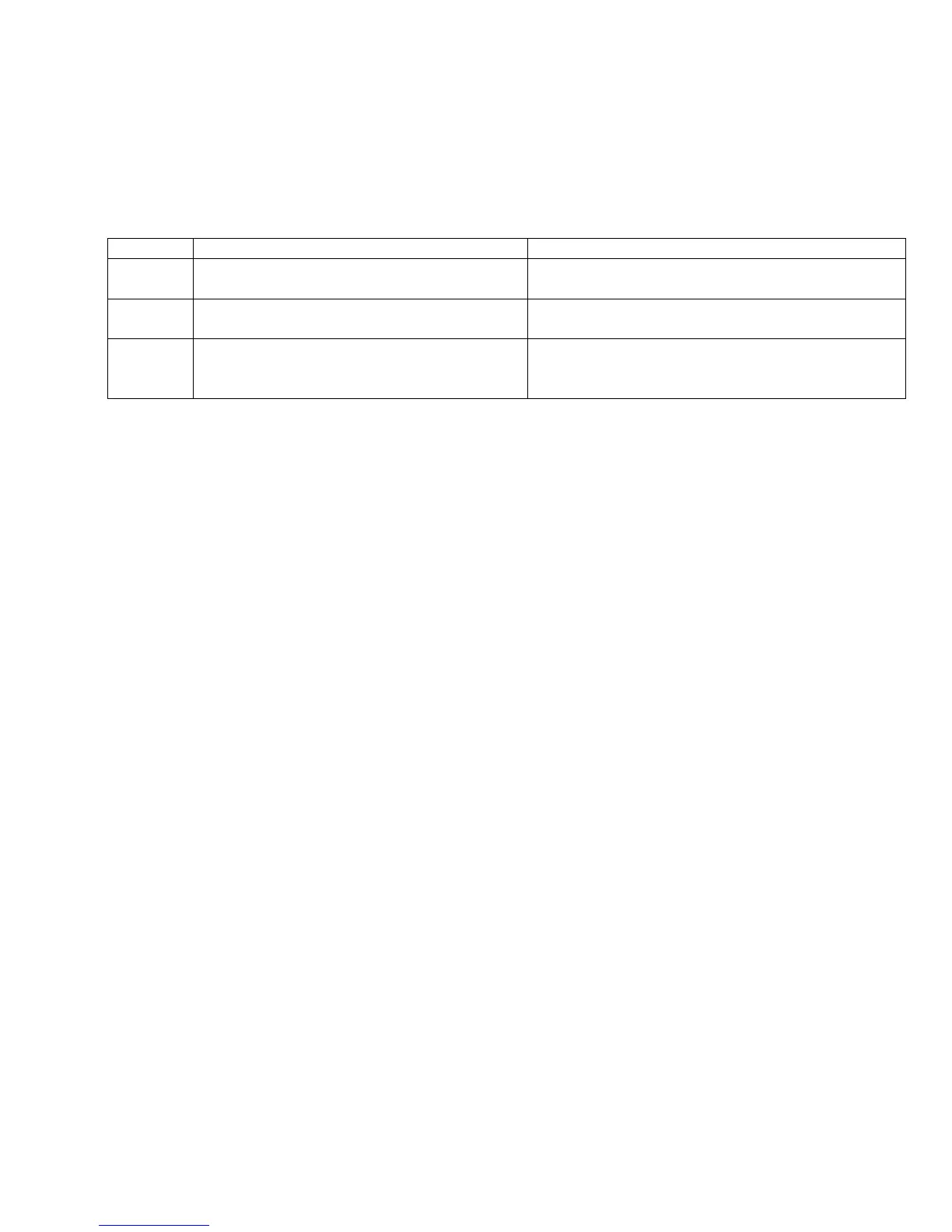
Parameters 49-51 – Small Arc Feedrate Limiting
These parameters are intended to control the federate limits of small-radius arc moves.
Parameter
Function Description Input format
49 Lower arc radius/federate limiting parameter rrrr.ffff, where rrrr is a radius threshold setting, and
.ffff is a federate adjustment setting
50 Upper arc radius/federate limiting parameter RRRR.FFFF, where RRRR is a radius threshold
setting, and .FFFF is a federate adjustment setting
51 Arc Feedrate Limiting mode 2 digit positive number.
1's digit (right digit) = Lower Limiting mode
10's digit (left digit) = Upper Limiting mode
The 2 digits in Parameter 51 can have the following values and associated meaning:
0 - Turn off Arc feedrate limiting for the associated radii range (default value)
1 - Literal Mode Feedrate limit = FFFF (.FFFF x 10000) for the associated radii range.
2 - Fractional Mode Feedrate limit = .FFFF x Programmed feedrate for the associated radii range
3 - Proportional Mode Feedrate limit = Arc radius x .FFFF x Programmed feerate for the associated radii range
The Lower Arc Limiting mode’s radii range includes any arc radius from 0 up to and including the rrrr setting of
Parameter 49. So, if you program a G2 or G3 arc with a radius of rrrr (of Parameter 49) or less, and the Lower
Limiting mode in Parameter 51 is turned on, then the arc’s federate will be limited according to how ffff (of Parameter
49) is interpreted. If the Control is set up in Millimeter mode, then rrrr specifies the number of millimeters. However,
if the Control is set up in Inch mode, then rrrr means the number of inches divided by 100.
The Upper Arc Limiting mode’s radii range includes any arc radius larger than the rrrr setting of Parameter 49 up to
and including the RRRR setting of Parameter 50. So, if you program a G2 or G3 arc with a radius of RRRR (of
Parameter 50) or less, but greater than rrrr (of Parameter 49), and the Upper Limiting mode in Parameter 51 is turned
on, then the arc’s federate will be limited according to how FFFF (of Parameter 50) is interpreted. If the Control is set
up in Millimeter mode, then rrrr specifies the number of millimeters. However, if the Control is set up in Inch mode,
then rrrr means the number of inches divided by 100.
Note that if Parameter 51 contains values other than 00, 01, 02, 03, 10, 11, 12, 13, 20, 21, 22, 23, 30, 31, 32, 33, it
will be treated as invalid and will cause the Small Arc Feedrate Limiting feature to be disabled.
Also note that this feature has no effect for arc movement handled by Smoothing (P220=1).
Examples (in millimeters):
Parameter 49 = 5.0050 (rrrr = 5 mm, ffff = 0050)
Parameter 50 = 75.1500 (RRRR = 75 mm, FFFF = 1500)
If Parameter 51 = 31 and you program a G2 arc with a radius of 4 mm at a feedrate of 1000 mm/min, then the actual
feedrate of the arc will be lowered down to 50 mm/min.
If Parameter 51 = 23 and you program a G3 arc with a radius of 40 mm at a feedrate of 700 mm/min, then the actual
feedrate of the arc will be lowered down to 105 mm/min (=700 x .1500).
If Parameter 51 = 33 and you program a G3 arc with a radius of 72 mm at a feedrate of 1200 mm/min, then the actual
feedrate of the arc will remain at 1200 mm/min and will not be modified because it is well within the Feedrate limit of
12960 mm/min (Arc radius x .FFFF x Programmed feerate = 72 x .1500 x 1200 = 12960).