ArcGlide THC Instruction Manual 4-7
MAINTENANCE
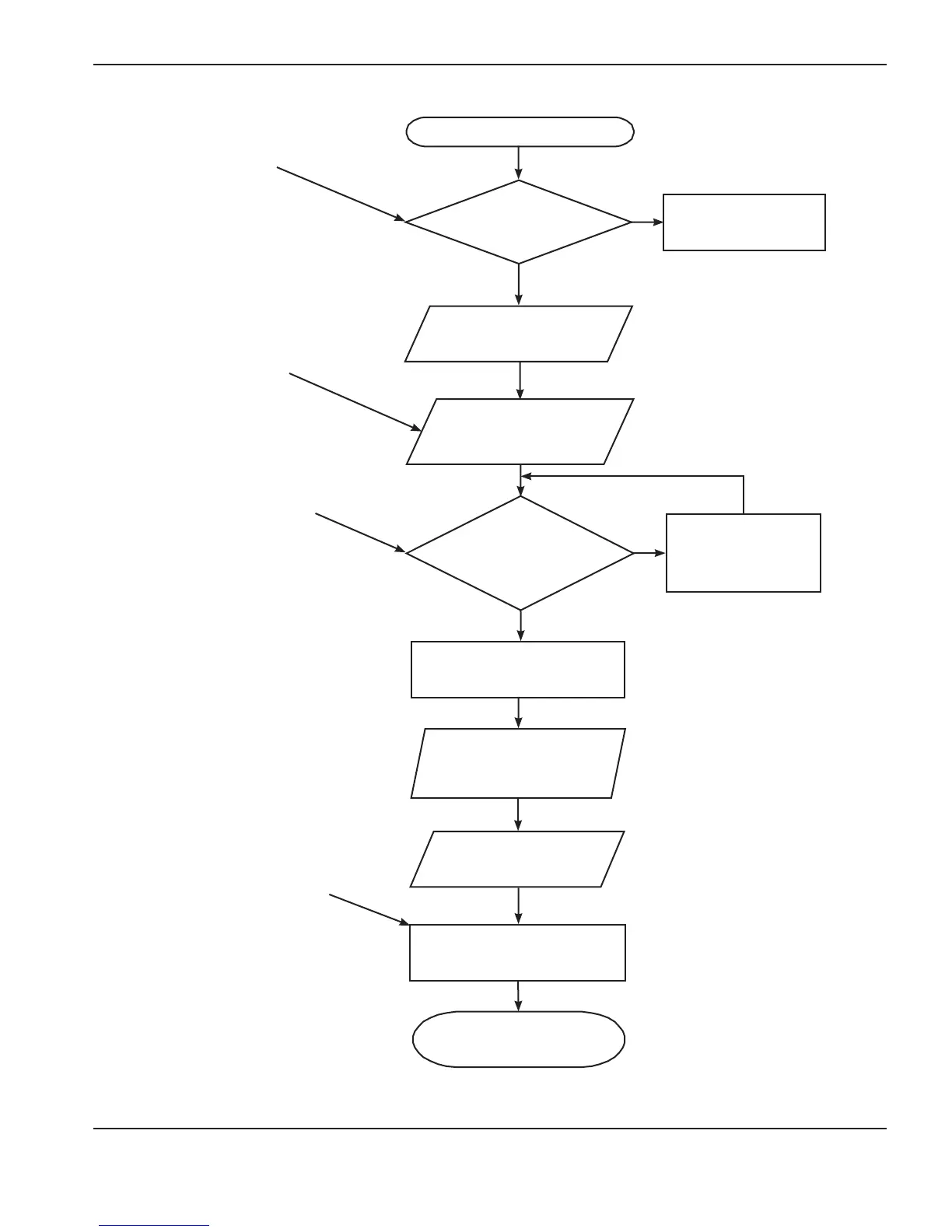
Flow of ArcGlide operations (continued)
The Spare input activates
when the test fixture cables
are connected.
Data is automatically copied
into the operating parameters
and the status is automatically
transmitted.
I/O is updated and control loops
execute at 10 mSec intervals.
Excess time in this loop is spent
servicing the RS422 connection.
Critical errors must be corrected before
power is turned on again.
• Encoder overow or underow
• Field supply failure
• Interlock activated
• Lifter breakaway activated
• AC voltage low or high
• Max processor temperature
• Motor drive fail
• No Hypernet link
• Lost previously linked HMI or CNC
Main loop
Write expansion
outputs.
Service active Hypernet links.
Service watchdog timer.
Service analog I/O.
Read arc voltage.
Write motor current.
Read expansion inputs.
Check for critical errors.
Operating states
CNC
Spare2_in?
Self-diagnostics
10 mSec interval?
Service RS-422 and check
tip-touch.
no
yes
yes
no