EN
6 - USE AND OPERATION SMART320
6 - Pag. 10 / 22
6.4.3 BAR STRAIGHTNESS - Measurement
The bar vibrations are partially due to the state of the bar itself: if the bar is not perfectly
straight, it can cause vibrations.
Round bars
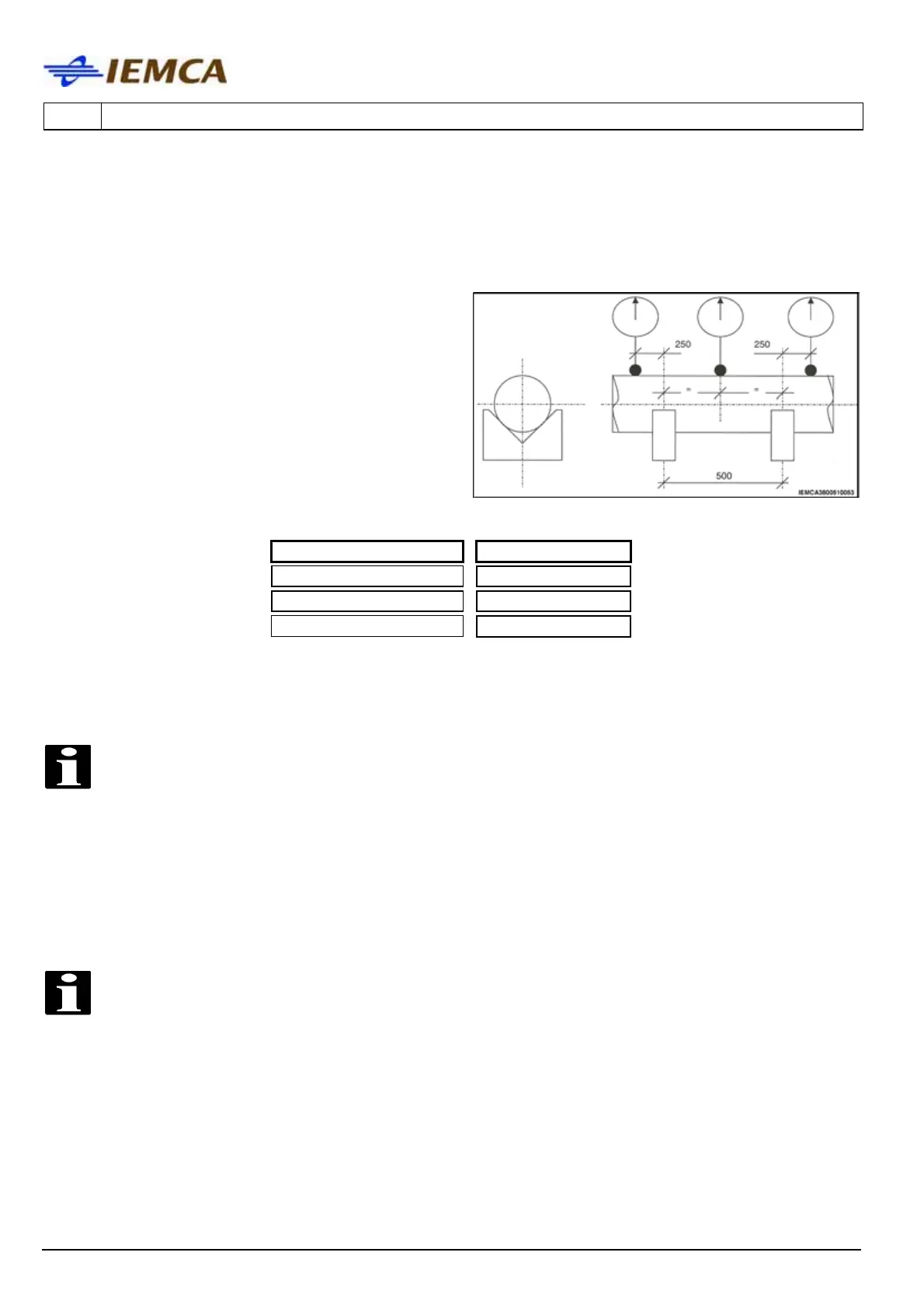
As stated also in the UNI-10233/2 regulation, the
bar straightness can be measured by positioning
the bar on two V-supports and controlling its
straightness. In that case, the measurement can
be carried out as shown in the figure.
It is necessary to rotate the bar on itself and
measure the three indicated sections. In this
case, the S-max value (difference between
maximum and minimum value on the
comparator) should be interpreted as follows:
S max Quality
< 0,25 mm Good
0,25 < S max < 0,5 mm Average
> 0,5 mm Problematic
In order to obtain a reliable value it is necessary to repeat the measurements on the whole bar
length by positioning it on a series of supports at a distance of 500 mm from each other and
comparing the values between the different prisms.
INFORMATION:
The straightness of the rotating bar is proportional to the rigidity of the
material and to the number of revolutions (RPM) at which the lathe must
operate. The lack of bar straightness highly influences the maximum number of
revolutions that may be reached: the bigger the diameter the greater the
influence. The data concerning the bar linearity or straightness refer to the bar
constant bending and not to the localized inflection and/or deformation that the
bar shall not absolutely show.
INFORMATION:
For a correct operation of the bar feeder do not use rolled material.