Вводвэксплуатацию
- 127 -
04.19 909.1709.9-05
Диаметр
электрода
[MM]
Рекомендуем
аясилатока
DC [A]
Рекомендуем
аясилатока
AC [A]
3,2 140 - 320 130 - 250*
4,0 220 - 450 200 - 320*
*) В зависимости от типа электрода и настройки па-
раметра «Баланс AC»
Параметр
Параметр
Диапазон
Завод.
настр.
СД/
код
Время продувки газа
до сварки
0,1 - 10 секунд 0,1 38
Пусковой ток IS
5 - 200 % осн.
тока
50 39
Время пускового
тока tS (только в
2-тактном режиме)
0 - 20 секунд 0,1 40
Увеличение тока
(Upslope)
0 - 99 % 5 41
Основной ток I1
100 43
T 180 3 - 180 A
T 220 3 - 220 A
T 250 5 - 250 A
T 300 5 - 300 A
Вторичный ток I2
1 - 200 % осн.
тока
50 45
Ток MACS DC
1, 3
1 - 200 % осн.
тока
50 45
Указывает процентное соотношение силы сварочного
постоянного тока (DC) к основному току I1.
При настроенном значении «50» сила тока DC
составляет 50 % основного тока I1.
Уменьшение тока
(Downslope)
0 - 500 % 20 46
В режиме работы с импульсами постоянного тока и
подключенных устройствах Feed или Control произво-
дится синхронизация. Уменьшение тока всегда начина-
ется с I2 независимо от текущего состояния I1 или I2..
Конечный ток IE
5 - 200 %осн.
тока
25 48
Время конечного
тока tE
0 - 20 секунд 0,2 49
Коррекция времени
продувки газа после
сварки
20 - 500 % 100 51
Баланс AC
1
10 - 90 %
полож. свароч-
ного тока
35 47
Диаметр вольфра-
мовых электродов
2,4 42
T 180, T 220 1,0 - 3,2 MM
T 250, T 300 1,0 - 4,0 MM
Частота AC
1
30 - 200 Гц 60
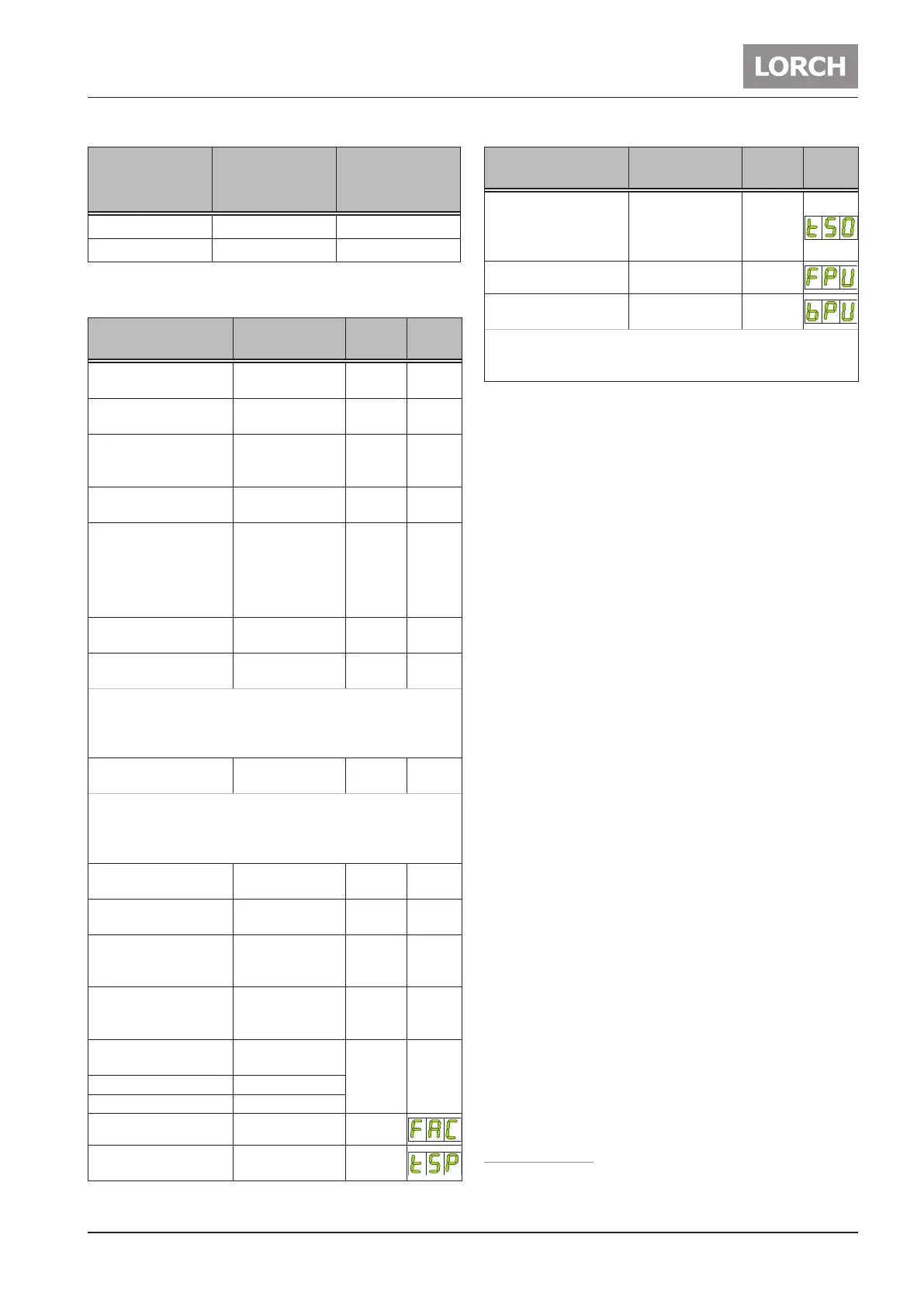
Время точечной
сварки
0,01 - 10 секунд 1
Параметр
Параметр
Диапазон
Завод.
настр.
СД/
код
Время выкл.точечной
сварки (только при
вкл.точечной сварке
с интервалами)
0,09 - 60 секунд 1
Частота импульсов 0,2 - 2000 Гц 5
Скважность импуль-
сов
1 - 99 % Основ-
ной ток I1
50
Указывает процентное соотношение между основным
током I1 и вторичным током I2. При настроенном значе-
нии «30» соотношение составляет 30 % I1 к 70 % I2.
Tab. 3: Первичные параметры
Настроенные на заводе значения оптимизируются
автоматической регулировкой параметров. Измене-
ние этих заводских настроек не требуется для боль-
шинства сварочных работ.
Дополнительные возможности точной настройки см.
в главе „14.3 Вторичные параметры“ на стр. 128.
1)
Только для переменного/постоянного ток
2)
Только в режиме работы «Электрод»
3)
Только в режиме работы «WIG»
 Loading...
Loading...


