Uruchomienie
- 157 -
04.19 909.1709.9-05
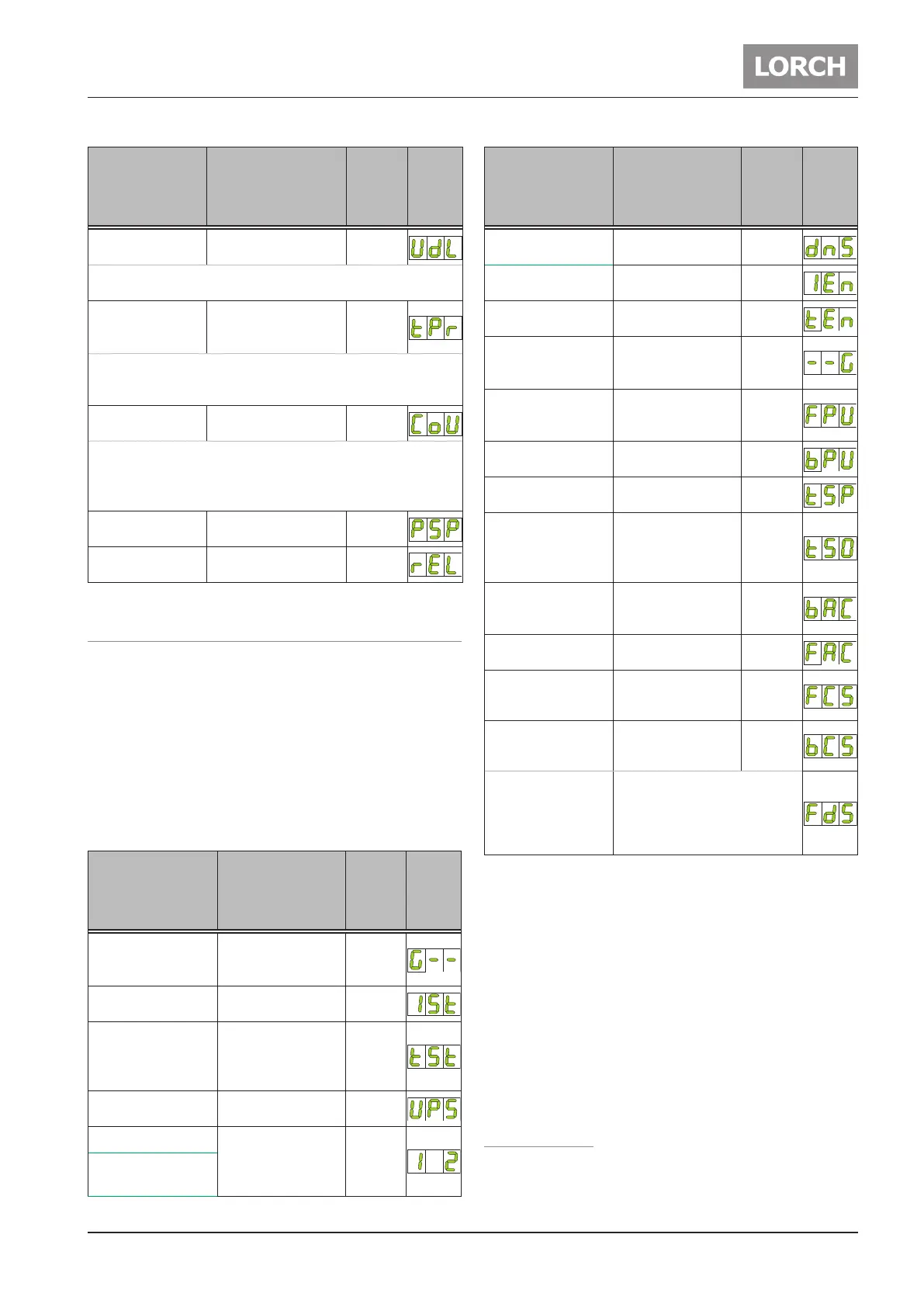
Parametr Przedział
Usta-
wienie
fabrycz-
ne.
Kod
Up/Down Bloka-
da (lock)
OFF = Wyłącz,
On = Włącz
OFF
On: Przyciski Up/Down przy palniku serii i-LTG/i-LTW są
zablokowane podczas spawania (I>0)..
Zabezpieczenie
palnika (Torch
protect)
3
OFF = Wyłącz,
On = Włącz
OFF
On: W przypadku zastosowania palnika serii i-LTG/i-LTW
do spawarki może być podłączony tylko jeden prąd spawa-
nia z maks. obciążalnością palnika.
Chłodzenie
pracuje dalej
3
Aut = Auto,
On = Włącz.
Aut
Aut: Urządzenie chłodzące z obiegiem wody (WUK) wł./wył.
się autom.
On: Urządzenie WUK włącza się po 1-szym przepływie
prądu (I>0) i pozostaje ciągle włączone.
Punkty przerw
Włącz/wyłącz
4
OFF = Wyłącz,
On = Włącz
Wyłącz
Informacja nt.
wersji
- -
Tab. 4: Parametry wtórne
14.4 Parametry PowerMaster
Dla palnika PowerMaster serii i-LTG/i-LTW dostępne są
dwa dowolnie zdeniowane miejsca parametrów (PL3 i
PL4).
 Wybrać parametr dodatkowy PL3 lub PL4.
9 Na lewym, 7-segmentowym wyświetlaczu 36 wy-
świetli się kod parametru PL3 lub PL4, na prawym
7-segmentowym wyświetlaczu 35 kod wybranego
parametru PowerMaster.
 Wybrać za pomocą przycisku obrotowego 34 żądany
parametr PowerMaster.
Parametr Przedział
Usta-
wienie
fabrycz-
ne.
Kod
Czas przedłuko-
weg o przepływu
gazu
0,1 - 10 sekund 0,1
Prąd startowy IS
5 - 200 %
prądu głównego
50
Czas prądu starto-
wego tS
(tylko w dwutakto-
wym trybie pracy)
0 - 20 sekund 0,1
Wzrost prądu
(Upslope)
0 - 99 % 5
Prąd wtórny I2
1 - 200 %
prądu głównego
Wskazanie w am-
perach.
50
Prąd MACS-DC
1, 3
Parametr Przedział
Usta-
wienie
fabrycz-
ne.
Kod
Spadek prądu
(Downslope)
0 - 99 % 20
Prąd końcowy IE
5 - 200 % prądu
głównego
25
Czas prądu końco-
wego tE
0 - 20 sekund 0,2
Skorygowanie
czasu połukowego
przepływu gazu
20 - 500 % 100
Częstotliwość
impulsów spawal-
niczych
0,2 - 2000 Hz 5
Współczynnik trwa-
nia impulsu
1 - 99 % Prąd
główny I1
50
Czas spawania
punktowego
0,01 - 10 sekund 1
Czas spawania
punktowego (tylko
przy włączonych
Punktach-Odstępu)
0,09 - 60 sekund 1
Balanc-AC
1
10 - 90 %
dodatni prąd spa-
wania
35
Częstotliwość prą-
du przemiennego
1
30 - 200 Hz 60
Częstotliwość im-
pulsów spawalni-
czych
1, 3
0,2 - 5 Hz 2
Balans impulsów
spawalniczych
1, 3
10 - 90 %
prąd naprzemien-
ny
60
Prędkość przesu-
wu 1
(Tylko przy podłą-
czonym podajniku
Feed)
patrz podajnik Feed
Tab. 5: Parametry PowerMaster
1)
Tylko przy AC/DC
2)
Tylko przy spawaniu elektrodowym
3)
Tylko przy spawaniu z zasilaniem prądem zmiennym
4)
Tylko przy spawania punktowego
 Loading...
Loading...


