Puesta en marcha
- 73 -
04.19 909.1709.9-05
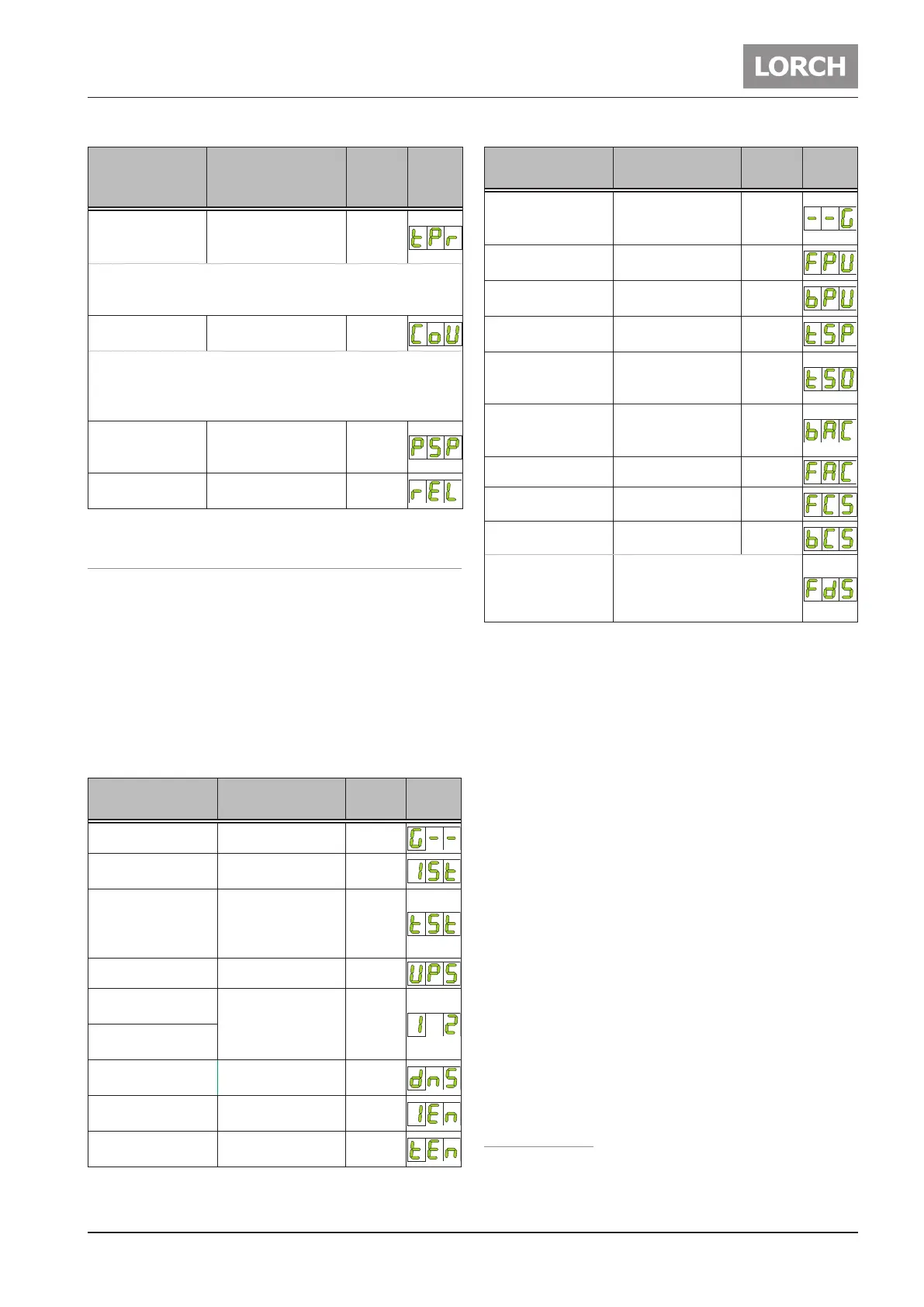
Parámetro Rango
Ajuste
defá-
brica
Códi-
go
Protección del
soplete (Torch
protect)
3
OFF = desconecta-
do, On = conectado
OFF
On: Utilizando un soplete de la serie i-LTG/i-LTW, en el
aparato de soldar solo puede ajustarse una corriente de
soldadura con la máxima capacidad de carga del soplete.
Refrigeración
Marcha continua
3
Aut = Auto, On =
conectado
Aut
Aut: Aparato de refrigeración por circulación de agua (WUK)
se conecta/desconecta autom.
On: El WUK se conecta tras el 1er ujo de corriente (I>0) y
permanece conectado constantemente.
Puntos a interva-
los On/Off
4
OFF = desconec-
tado,
On = conectado
OFF
Información so-
bre la versión
- -
Tab. 4: Parámetros secundarios
14.4 ParámetrosdelPowerMaster
Para el soplete PowerMaster de la serie i-LTG/i-LTW se
dispone de dos ubicaciones de parámetros de asigna-
ción libre (PL3 y PL4).
 Seleccione los parámetros secundarios PL3 o PL4.
9 En indicador izquierdo de 7 segmentos 36 aparecerá
el código PL3 o PL4, en el indicador derecho de 7
segmentos 35 aparecerá el código del parámetro de
PowerMaster seleccionado.
 Seleccione con el botón 34 el parámetro de Power-
Master deseado.
Parameter Bereich
Werks-
einst.
Code
Pre gas 0,1 - 10 segundos 0,1
Corriente inicio IS
5 - 200 % de la
corriente principal
50
Tiempo de corrien-
te de inicio tS (sólo
en el modo de
operación manual)
0 - 20 segundos 0,1
Upslope 0 - 99 % 5
Corriente secunda-
ria I2
1 - 200 % de la
corriente principal.
Indicación en Amp.
50
MACS- corriente
DC
1, 3
Slope nal
(Downslope)
0 - 99 % 20
Corriente nal IE
5 - 200 % de la
corriente principal
25
Tiempo corriente
nal tE
0 - 20 segundos 0,2
Parameter Bereich
Werks-
einst.
Code
Corrección del
tiempo de gas
post-ow
20 - 500 % 100
Frecuencia del
impulso
0,2 - 2000 Hz 5
Impulso
1 - 99 % Corriente
principal I1
50
Tiempo puntos
0,01 - 10
segundos
1
Tiempo de puntos
Off (sólo con puntos
a intervalos “On”)
0,09 - 60
segundos.
1
Balance AC
1
10 - 90 %
de la corriente de
soldar positiva
35
Frecuencia AC
1
30 - 200 Hz 60
Frecuencia
MACS
1, 3
0,2 - 5 Hz 2
Balance MACS
1, 3
10 - 90 %
Corriente alterna
60
Velocidad de avan-
ce 1
(Solo con Feed
conectado)
Véase aparato de avance
de Feed
Tab. 5: Parámetros del PowerMaster
1)
Sólo en AC/DC
2)
Sólo con modo de operación Electrodos
3)
Sólo con modo de operación TIG
4)
Sólo con modo de operación Puntos
 Loading...
Loading...


