Mise en service
- 213 -
04.19 909.1709.9-05
Paramètres Plage
Ré-
glage
en
usine
Code
Haut/bas blocage
(lock)
OFF = Arrêt,
On = Marche
OFF
On : Les touches Up/Down du torche de la série i-LTG/i-
LTW sont bloquées pendant le soudage (I>0).
Protection du
torche (Torch
protect)
3
OFF = Arrêt,
On = Marche
OFF
On : Lors de l’utilisation d’un torche de la série i-LTG/i-
LTW, il n’est possible de régler sur l’appareil de soudage
qu’un courant de soudage ne dépassant pas la capacité
limite max. du torche.
Refroidissement
Permanent
3
Aut = Auto,
On = Marche
Aut
Aut : l’appareil de refroidissement par eau (WUK) se
commute/s’arrête autom.
On : le WUK se commute après le 1er ux de courant (I>0)
et reste en permanence commuté.
Pointage par in-
tervalle Marche/
Arrêt
4
OFF = Arrêt,
On = Marche
OFF
Info version - -
Tab. 4: Paramètres secondaires
14.4 Paramètres PowerMaster
Le torche PowerMaster de la série i-LTG/i-LTW dispose
de deux emplacements (PL3 et PL4) de paramètres li-
brement dénissables.
 Sélectionnez le paramètre secondaire PL3 ou PL4.
9 Sur l’afchage à 7 segments gauche, le code PL3
ou PL4 s’afche, sur l’afchage à 7 segments droit,
afchage 35, s’afche le code du paramètre Power-
Master sélectionné.
 A l’aide du bouton rotatif 34, sélectionner le para-
mètre PowerMaster désirée.
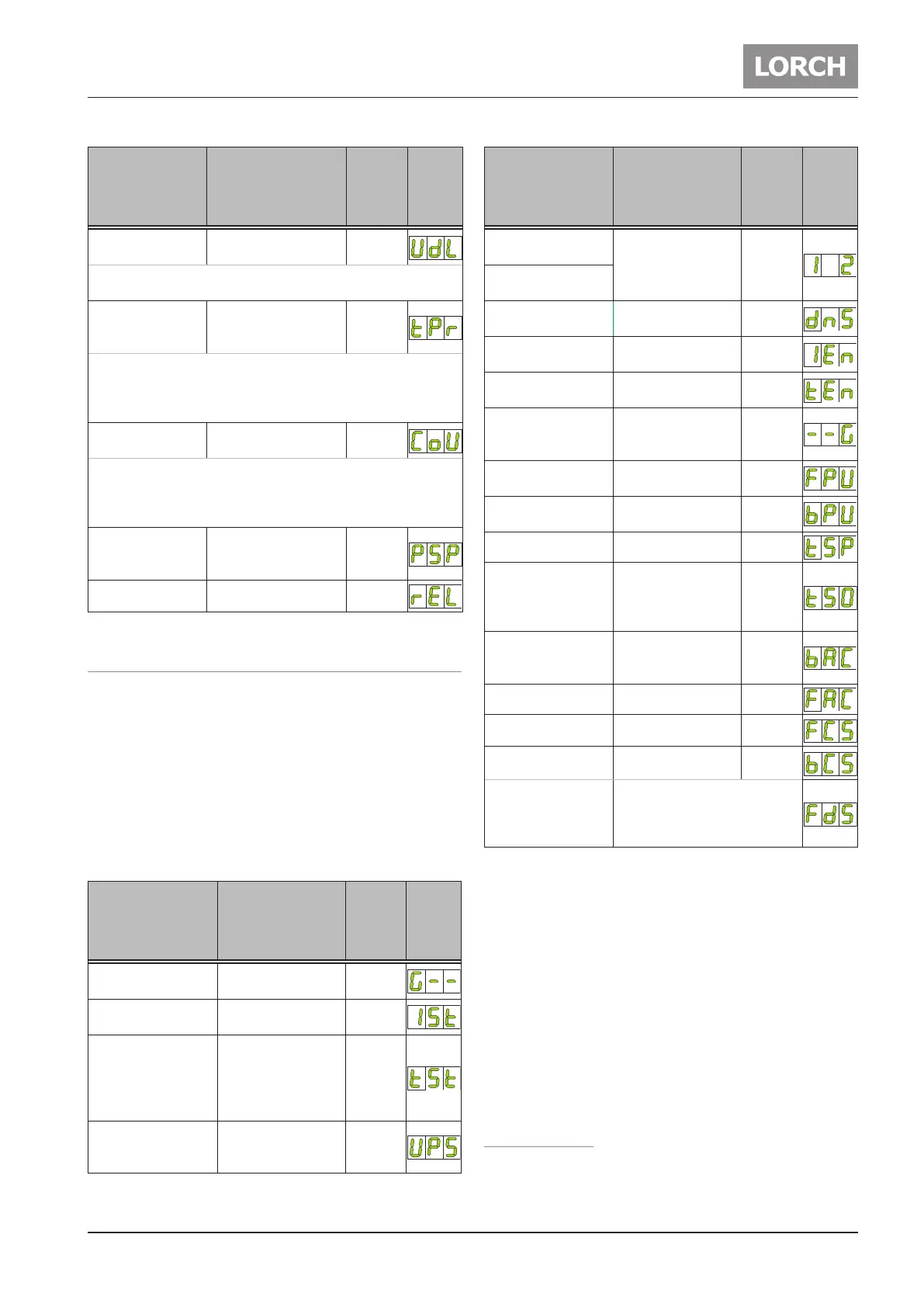
Paramètres Plage
Ré-
glage
en
usine.
Code
Pré-écoulement
gaz
0,1 - 10 secondes 0,1
Courant de démar-
rage IS
5 - 200 % de cou-
rant principal
50
Temps courant
de démarrage tS
(uniquement pour
le mode Cycle à 2
temps)
0 - 20 secondes 0,1
Augmentation
courant
(Upslope)
0 - 99 % 5
Paramètres Plage
Ré-
glage
en
usine.
Code
Courant secon-
daire I2
1 - 200 % de cou-
rant principal
Afchage en amp..
50
Courant CC
MACS
1, 3
Réduction courant
(Downslope)
0 - 500 % 20
Courant nal IE
5 - 200 % de cou-
rant principal
25
Temps courant
nal tE
0 - 20 secondes 0,2
Correction temps
post-écoulement
gaz
20 - 500 % 100
Fréquence d’impul-
sions
0,2 - 2000 Hz 5
Taux d'impulsions
1 - 99 % Courant
principal I1
50
Temps de soudage 0,01 - 10 secondes 1
Temps de soudage
Arrêt (uniquement
avec Pointer par in-
tervalle «marche»)
0,09 - 60 secondes 1
Balance AC
1
10 - 90 %
courant de sou-
dage positif
35
Fréquence AC 30 - 200 Hz 60
Fréquence MACS
, 3
0,2 - 5 Hz 2
Balance MACS
,3
10 - 90 %
courant alternatif
60
Vitesse d’avance 1
(Uniquement
lorsque le Feed est
raccordé)
cf. dispositif d’avance Feed
Tab. 5: Paramètres PowerMaster
1)
Uniquement CA/CC
2)
Uniquement pour le mode Electrode
3)
Uniquement pour le mode TIG
4)
Uniquement pour le mode Pointer
 Loading...
Loading...


