Uvedení do provozu
- 240 -
04.19909.1709.9-05
14.3 Podružnéparametry
Podružné parametry se nastavují odděleně:
 Držte tlačítko druh provozu 20 stisknuté, stiskněte
tlačítko Save 58.
 Vyberte volícími tlačítky 32 nebo 33 požadované podružné
9 V levém ukazateli 7-Segment 36 je zobrazen kód pa-
rametru, na pravém 7místném ukazateli pak 35 hod-
nota parametru.
 Nastavte otočným knoíkem 34 požadovanou hodnotu.
Všechny parametry svařování mohou být
k efektivnějšímu nastavení změněny i bě-
hem procesu sváření.
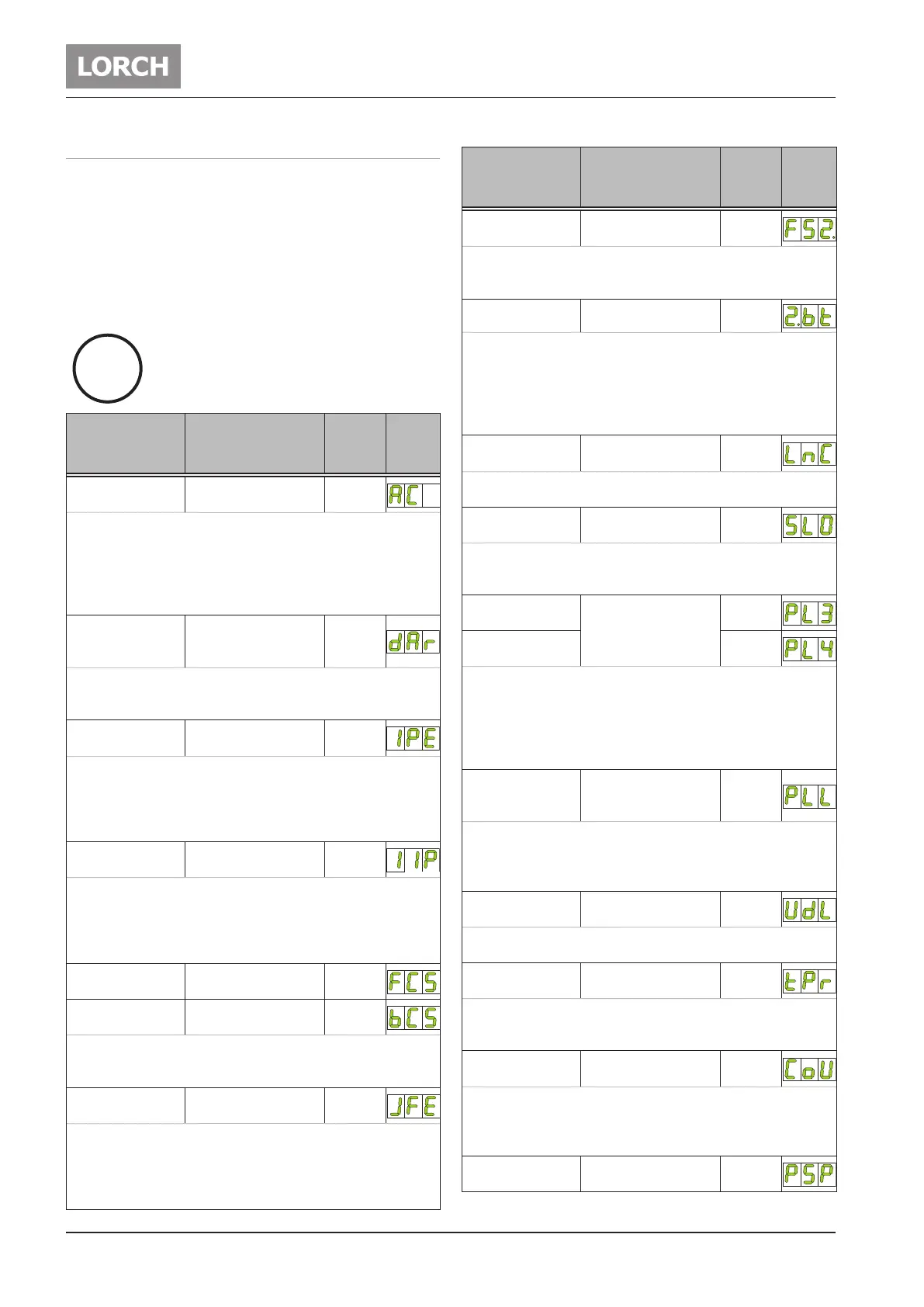
Parametr Oblast
Výrobní
nasta-
vení
Kód
AC
1, 3
ACS = AC-Standard,
ACH = AC-Hard
ACS
Parametr AC umožňuje použít základní nastavení ACStan-
dard při práci s bezhlučným elektrickým obloukem a dob-
rých podmínkách opětovného zapalování. U čistého hliníku
může být nezbytné tento parametr přepnout na AC-Hard.
ACS = měkký a tichý elektrický oblouk
ACH = velmi stabilní a tvrdý elektrický oblouk
Dynamika
světelného
oblouku
2
0 - 200 % 100
Při klesajícím napětí svařování se automaticky zvyšuje
svařovací proud. Dynamika světelného oblouku udává
poměr mezi hlavním proudem a automatikou. Zvýšení na.
Korektura špičky
zapalování
3
10 - 200 % 100
Po zapálení je ke stabilizaci světelného oblouku nastaven
proud špičky zapalování. Vždy podle průměru elektrody je
v přístroji uložen rozdílný proud špičky zapalování. Tento
proud špičky zapalování může být zvýšen nebo snížen o
udávanou míru v procentech.
Korektura proudu
kladného pólu
1, 3
10 - 200 % 100
Pro optimální tvorbu kaloty je při svařování AC-WIG zapa-
lováno proudem kladného pólu. Vždy podle průměru elekt-
rody je v přístroji uložen rozdílný kladný proud zapalování.
Tento proud kladného pólu může být zvýšen nebo snížen o
udávanou míru v procentech.
MACS-
Frekvence
1, 3
0,2 - 5 Hz 2
MACS-Balance
1, 3
10 - 90 %
Střídavý proud
60
Udává procentuální poměr mezi střídavým proudem
(AC) a stejnosměrným proudem (DC). Při nastavené
hodnotě 60 je poměr 60 % AC ku 40 % DC.
Job-Nr. pro CWF
3
0 - 99, JOF=JobOff
nebo FOF=FeedOff
JOF
Slouží k výběru Jobu na připojeném posuvném přístroji
svařovacího drátu (např. Lorch Feed 1).
0 - 99 = odpovídající Job je zvolen
JOF = Jvolba Jobu je zastavena
FOF =
Posuvný přístroj svařovacího drátu je vypnutý
Parametr Oblast
Výrobní
nasta-
vení
Kód
Start podávání s
2. taktem
OFF = vypnuto,
On = Zapnuto
OFF
Při nastavení „On“ (Zapnuto) a v provozním režimu
Čtyřtakt se zařízení k posuvu studeného drátu (např.Lorch
Feed 1) spustí až se 2. taktem.
2. Tlačítko hořáku
On, OFF, fd2, fd4 On
Obsazení funkcí tlačítka hořáku druhého proudu 76.
On = normální funkce (druhý proud)
OFF = žádná funkce
fd2 = spustí se podávání po dobu stisknutí (2-Takt)
fd4 = prvním stisknutím se spustí podávání, druhým
stisknutím se vypne (4-Takt)
Konektor Lorch-
Net
Indikátor stavu např.
G4G
-
Dostupné pouze při připojeném konektoru LorchNet. (Viz
návod k provozu konektoru LorchNet).
Náběhy
OFF = vypnuto,
On = Zapnuto
On
(OFF)
4
Při Slopes OFF nejsou v hlavních parametrech dostupné
položky Zvýšení proudu, Snížení proudu, Počáteční proud
a Koncový proud.
Kontrolka Power-
Master 3
všechny parametry
PowerMaster
I2
Kontrolka Power-
Master 4
-
Pro hořáky PowerMaster série i-LTG/i-LTW jsou k dispozici
dvě položky parametrů k libovolnému obsazení. Podle typu
přístroje a provozního režimu lze vybrat různé parametry
(viz „14.4 Parametr PowerMaster“ na straně 241).
Při připojeném podávacím zařízení Feed je položka para-
metru PL3 vždy obsazena funkcí „fdS“.
Kontrolka zablo-
kování Power-
Master (lock)
OFF = vypnuto,
On = Zapnuto
OFF
On: Tlačítko Mode na hořáku série i-LTG/i-LTW je zablokováno.
Stisknutím tlačítka Mode po dobu 2 sekund se toto odblokuje na
dobu 15 sekund. Pokud bude během těchto 15 sekund stisknu-
to tlačítko Start/Stop, tlačítko Mode se okamžitě zablokuje.
Zablokování Up/
Down (lock)
OFF = vypnuto,
On = Zapnuto
OFF
On: Tlačítka Up/Down na hořáku série i-LTG/i-LTW jsou
během svařování (I>0) zablokována.
Ochrana hořáku
(Torch protect)
3
OFF = vypnuto,
On = Zapnuto
OFF
On: Při používání hořáku série i-LTG/i-LTW lze na svá-
řečce nastavit pouze svařovací proud s max. zatížením
hořáku.
Chlazení
trvale zapnuto
3
Aut = Auto,
On = Zapnuto
Aut
Aut: Oběhové vodní chladicí zařízení (WUK) se zapíná a
vypíná automaticky.
On: Zařízení WUK se zapne po 1. průtoku proudu (I>0) a
zůstane trvale zapnuto
.
Body intervalu
Zapnout/Vypnout
4
OFF = vypnuto,
On = Zapnuto
OFF
 Loading...
Loading...


