Início
- 185 -
04.19 909.1709.9-05
Parâmetros Alcance
Ajuste
defá-
brica
Códi-
go
On: As teclas Up/Down no queimador Série i-LTG/i-LTW
estão bloqueadas durante a soldadura (I>0).
Protecção do
queimador
(Torch protect)
3
OFF = Desligado,
On = Ligado
OFF
On: Em caso de utilização de um queimador Série i-LTG/i-
-LTW, só se pode regular no aparelho de soldadura uma
corrente de soldadura com a máxima capacidade de carga
do queimador.
Refrigeração
permanentemen-
te ligada
3
Aut = Auto, On = Ein Aut
Aut: O aparelho de refrigeração do circuito de água (WUK)
liga-se/desliga-se automaticamente.
On: O WUK liga-se depois do 1.º uxo de corrente (I>0) e
ca ligado permanentemente.
Soldadura por
pontos On/Off
4
OFF = Desligado,
On = Ligado
OFF
Info Versão - -
Tab. 4: Parâmetros Secundários
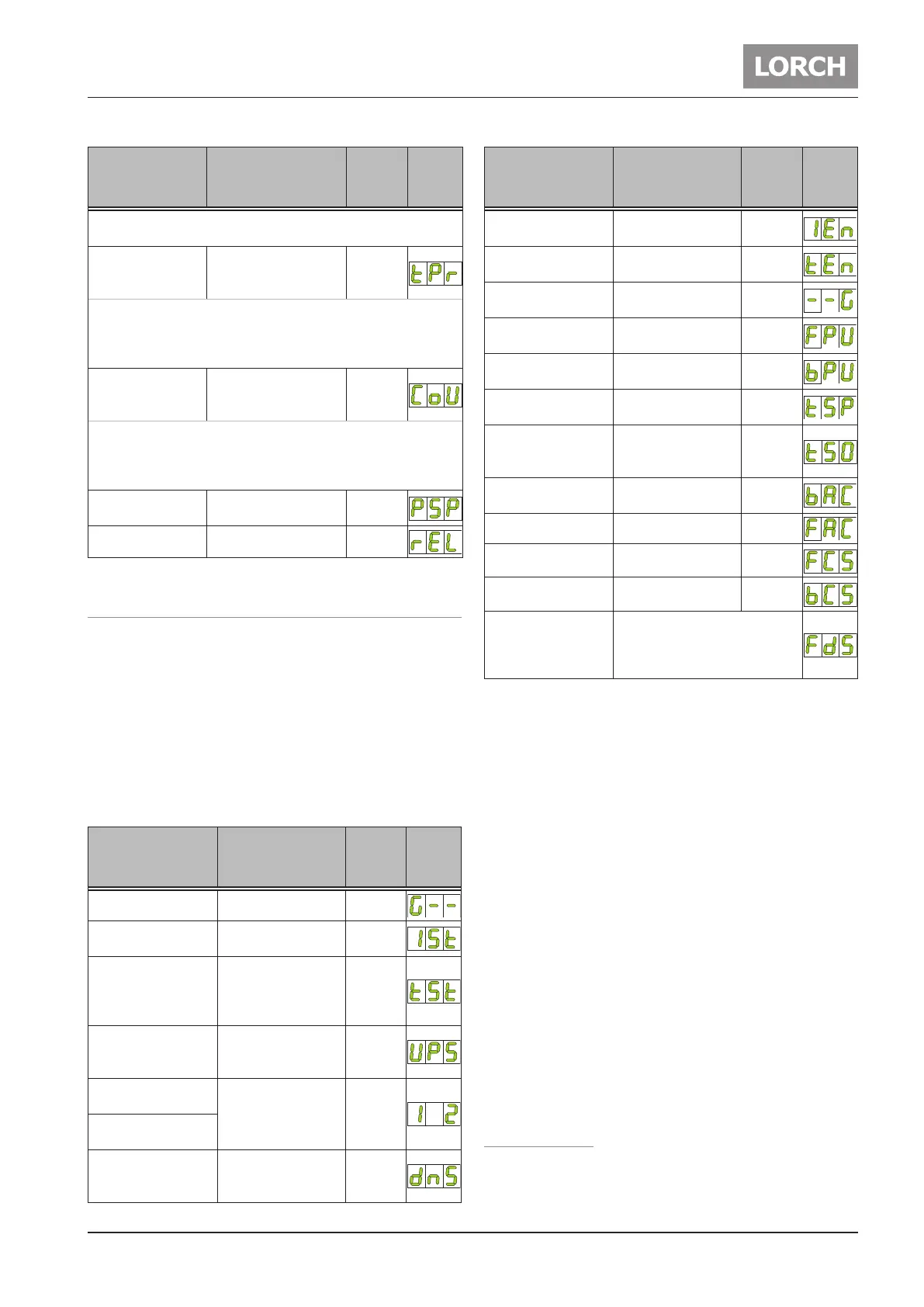
14.4 Parâmetros PowerMaster
Estão disponíveis dois espaços de parâmetros vazios
para o queimador PowerMaster Série i-LTG/i-LTW, que
podem ser livremente ocupados.
 Seleccione o parâmetro secundário PL3 ou PL4.
9 Na indicação de 7 segmentos do lado esquerdo 36
surge Code PL3 ou PL4, na indicação de 7 segmen-
tos do lado direito 35, surge o Code do parâmetro
PowerMaster seleccionado.
 Com o botão rotativo 34, seleccione o parâmetro Po-
werMaster desejado.
Parâmetros Alcance
Ajuste
defá-
brica
Códi-
go
Tempo de pré-gás 0,1 - 10 segundos 0,1
Corrente de inicio
IS
5 - 200 % Para
corrente principal
50
Tempo de corren-
te de arranque
tS (apenas para
modo 2-stroke)
0 - 20 segundos 0,1
Aumento da cor-
rente
(Upslope)
0 - 99 % 5
Corrente secundá-
ria I2
1 - 200 % Para
corrente principal
Indicação em amp.
50
MACS-DC
current
1, 3
Descida da cor-
rente
(Downslope)
0 - 99 % 20
Parâmetros Alcance
Ajuste
defá-
brica
Códi-
go
Corrente nal IE
5 - 200 % Para
corrente principal
25
Tempo de corrente
nal tE
0 - 20 segundos 0,2
Correcção Tempo
Gás post-ow
20 - 500 % 100
Frequência dos
impulsos
0,2 - 2000 Hz 5
Factor de duração
dos impulsos
1 - 99 % Corrente
principal I1
50
Tempo de ponto
0,01 - 10 segun-
dos
1
Tempo sold.pontos
Off (apenas com
intervalos „On“)
0,09 - 60 segun-
dos
1
Equilíbrio CA
1
10 - 90 %
Corrente sold.+
35
Frequência CA
1
30 - 200 Hz 60
Frequência
MACS
1, 3
0,2 - 5 Hz 2
Equilíbrio MACS
1, 3
10 - 90 %
Corrente alternada
60
Velocidade de
avanço 1
(apenas com o
Feed ligado)
ver aparelho de avanço
Feed
Tab. 5: Parâmetros PowerMaster
1)
Apenas para AC/DC
2)
Apenas no modo de operação Electrodo
3)
Apenas no modo de operação TIG
4)
Apenas em Soldadura por pontos
 Loading...
Loading...


