Przed uruchomieniem:
- 149 -
04.19 909.1709.9-05
12.3 Procedurapostępowaniaprzyspawa-
niu elektrodowym
Elektrody-podłączeniekablaspawalniczego
 Włączyć kabel spawalniczy elektrod do gniazda
oznaczonego przez „Minus” 3 lub „Plus” 6 i zabezpie-
czyć przed wysunięciem przez przekręcenie wetknię-
tego wtyku w prawo.
Należy przestrzegać instrukcji producenta
elektrod.
Podłączenieprzewodudoprzedmiotuspawa-
nego
 Włączyć przewód, wychodzący z przewodu spawa-
nego do wolnego gniazda oznaczonego przez „Mi-
nus” 3 przez „Plus” 6 i zabezpieczyć przed wysunię-
ciem przez przekręcenie wetkniętego wtyku w prawo.
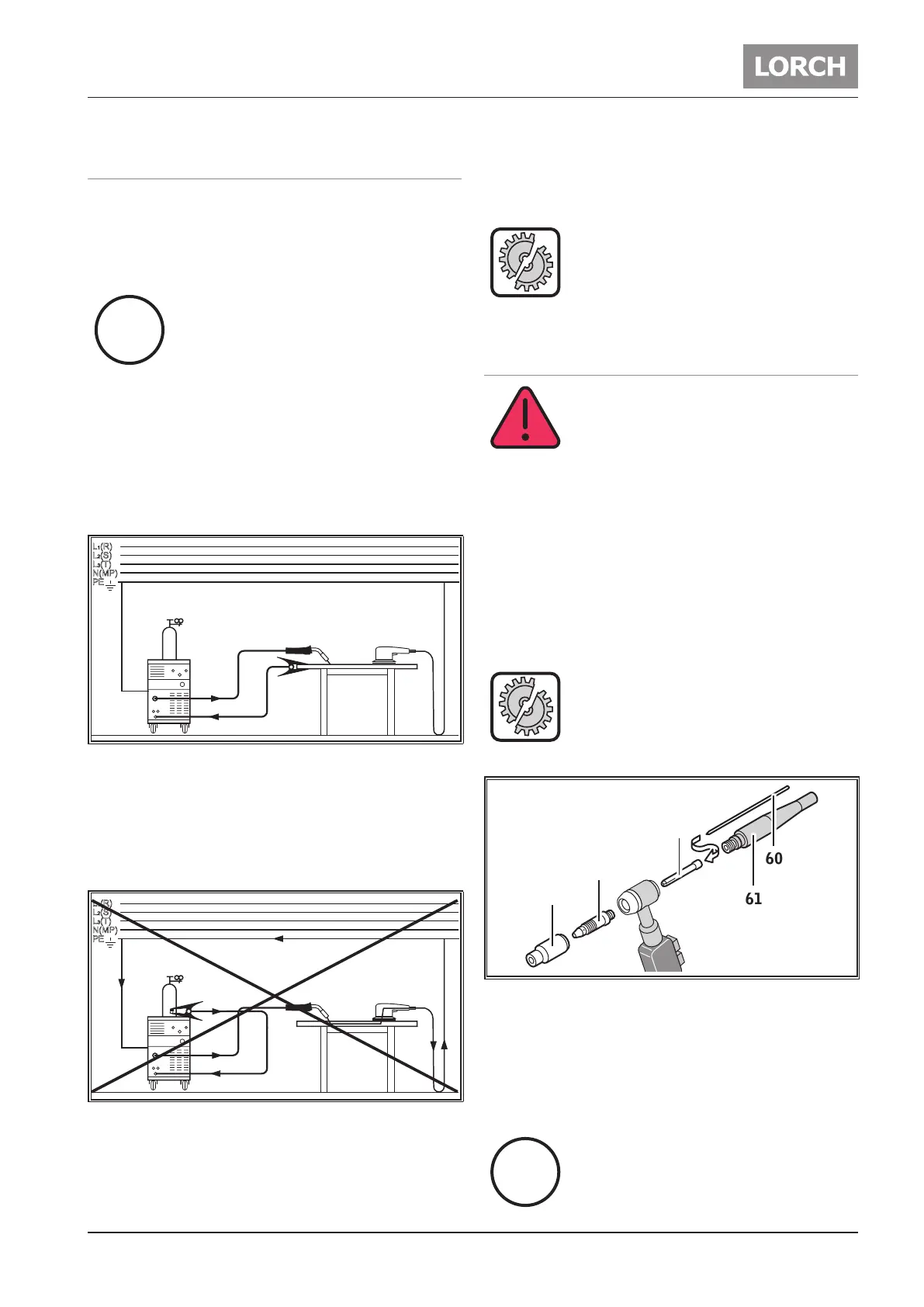
Umocowanie zacisku masy
Abb. 1: Umocowanie zacisku masy - Właściwe!
 Zacisk połączenia z masą należy umocować w bezpo-
średniej bliskości miejsca spawania, aby prąd spawania
nie mógł sam sobie szukać drogi odpływu przez części
maszyny, łożyska kulkowe lub połączenie elektryczne.
 Należy pewnie umocować zacisk masy na stole spa-
walniczym lub na spawanym przedmiocie.
Abb. 2: Umocowanie zacisku masy - Nieprawidłowe!
 Nie wolno mocować zacisku masy na obudowie spa-
warki lub na butli gazowej ponieważ w takim przy-
padku prąd spawania popłynie przewodami uziemia-
jącymi powodując ich stopienie.
Podłączeniezasilaniaelektrycznego
Spawarkę można zasilać z sieci lub z generatora.
 Wetknąć wtyczkę sieciową w przewidziane gniazdo
zasilania.
Napięcie sieci i jego tolerancje oraz za-
bezpieczenia muszą odpowiadać danym
technicznym spawarki. (patrz: Dane tech-
niczne)
12.4 Procedura spawalnicza przy spawa-
niuelektrodąwolframowąwosłoniez
gazówobojętnych
Ryzykoporażeniaprądemelektrycznym!
Przy wybranej funkcji zapłonu HF (31)
napalnikuwystępujewysokienapięcie
zapłonu.
Nigdy nie dotykać elektrody do spawania
lub elementów przewodzących napięcie
spawalnicze przy włączonym urządzeniu.
Podłączaniepalnika
 Palnik należy podłączyć do gniazda 3 i zamocować
poprzez obrót w prawo.
 Połączyć przewód gazowy palnika z przyłączem do-
prowadzania gazu 5.
 Wetknąć wtyczkę przewodu sterowania palnika w
gniazdo przyłączowe przycisku palnika 4.
Do gniazda przyłączeniowego palnika 4 wol-
no podłączać tylko kable sterujące palnika.
Założenieelektrody
60
61
62
63
64
Abb. 3: Palnik
 Przykręcić śrubami kołpak zaciskowy 61.
 Elektrodę wyciągnij 60 z uchwytu 62..
 Przeszlifować elektrodę wolframową 60.
 Przesuń elektrodę 60 do uchwytu 62.
 Nasadzić elektrodę 60 i przykręcić śrubami kołpak
mocujący 61 na palnik.
Nie należy demontować obudowy tulei roz-
prężnej 63 ani dyszy gazowej 64.
i

 Loading...
Loading...

