Messa in funzione
- 266 -
04.19909.1709.9-05
14 Messa in funzione
14.1 Saldatura ad elettrodo
 Utilizzare il pulsante 20 per selezionare la modalità
elettrodo (il LED 21 si accende).
 Utilizzare i pulsanti di selezione 32 o 33 per selezio-
nare il parametro “diametro dell’elettrodo” (il LED 42
si accende).
 Utilizzare la manopola 34 per impostare il diametro
dell’elettrodo desiderato.
 Utilizzare il pulsante 27 per scegliere la modalità di
corrente desiderata.
 Utilizzare i pulsanti di selezione 32 o 33 per selezio-
nare il parametro “corrente principale I1” (il LED 43
si accende).
 Utilizzare la manopola 34 per impostare il valore di
corrente desiderato. Se l’intensità di corrente non è
adatta al diametro dell’elettrodo impostato il LED 50
si accende. E’ comunque possibile saldare.
9 L’impianto è ora pronto per saldare.
Diametro Elettrodo
[mm]
Intensità di corrente rac-
comandata [A]
1,5 20 - 40
2,0 35 - 60
2,5 45 - 100
3,2 75 - 140
4,0 130 - 190
5,0 180 - 260
Seguire le istruzioni del fabbricante degli
elettrodi.
Parametro
Campo di
regolazione
Impo-
stazioni
di fab-
brica
LED/
Codi-
ce
Hot start IS 5 - 200 %
della corrente
principale
125 39
Tempo di Hot start tS 0 - 20 secondi 1 40
Diametro dell’elet-
trodo
2,5 42
T 180, T 220 1,5 - 4,0
T 250, T 300 1,5 - 5,0
Corrente principale I1
100 43
T 180 10 - 150 A
T 220 AC/DC 10 - 170 A
T 220 DC 10 - 180 A
T 250 10 - 200 A
T 300 10 - 200 A
1)
Solo per AC/DC
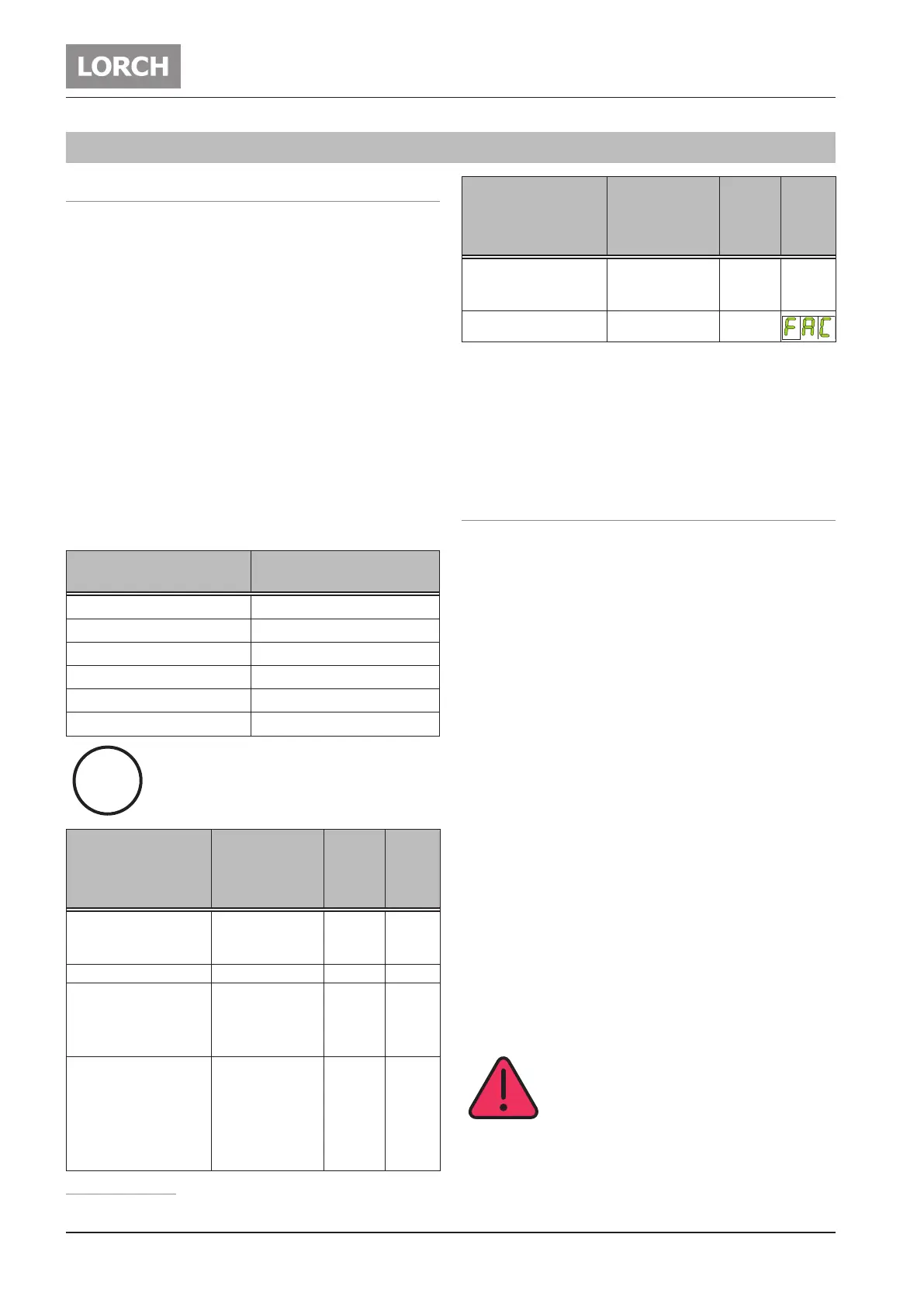
Parametro
Campo di
regolazione
Impo-
stazioni
di fab-
brica
LED/
Codi-
ce
Bilanciamento AC
1
10 - 90 %
della corrente
positiva
35 47
Frequenza di AC
1
30 - 200 Hz 60
Tab. 2: Parametri principali
Le impostazioni di fabbrica sono ottimizzate grazie a dei
parametri automatici.
È possibile utilizzare questi parametri, non modicando-
li, per moltissime tipologie di lavoro.
Ulteriori istruzioni per la regolazione ne sono riportate
nel capitolo „14.3 Parametri secondari“ a pagina 268.
14.2 Saldatura TIG
 Utilizzare il pulsante 20 per selezionare la modalità
desiderata.
– Modalità 2 tempi (LED 26 acceso).
– Modalità 4 tempi (LED 25 acceso).
– Modalità puntatura (LED 23 acceso, solo in mo-
dalità 2 tempi).
– Modalità 2 tempi con pulsazione (LED 22 e LED
26 accesi).
– Modalità 4 tempi con pulsazione (LED 22 e LED
25 accesi).
 Utilizzare i pulsanti di selezione 32 o 33 per selezio-
nare il parametro “diametro dell’elettrodo” (il LED 42
si accende).
 Utilizzare la manopola 34 per impostare il diametro
dell’elettrodo desiderato.
 Utilizzare il pulsante 27 per scegliere la modalità di
corrente desiderata.
 Utilizzare i pulsanti di selezione 32 o 33 per selezio-
nare il parametro “corrente principale I1” (il LED 43
si accende).
 Utilizzare la manopola 34 per impostare il valore di
corrente desiderato. Se l’intensità di corrente non è
adatta al diametro dell’elettrodo impostato il LED 50
si accende. E’ comunque possibile saldare.
9 L’impianto è ora pronto per saldare.
Innesco HF
Pericolo di shock elettrico!
Se la funzione innesco HF (31) è attiva
una alta tensione di innesco è presente
sulla torcia.
Non toccare mai l’elettrodo o parte che
conducano la corrente di saldatura, mentre
l’impianto è acceso.
i

 Loading...
Loading...

