Uruchomienie
- 156 -
04.19909.1709.9-05
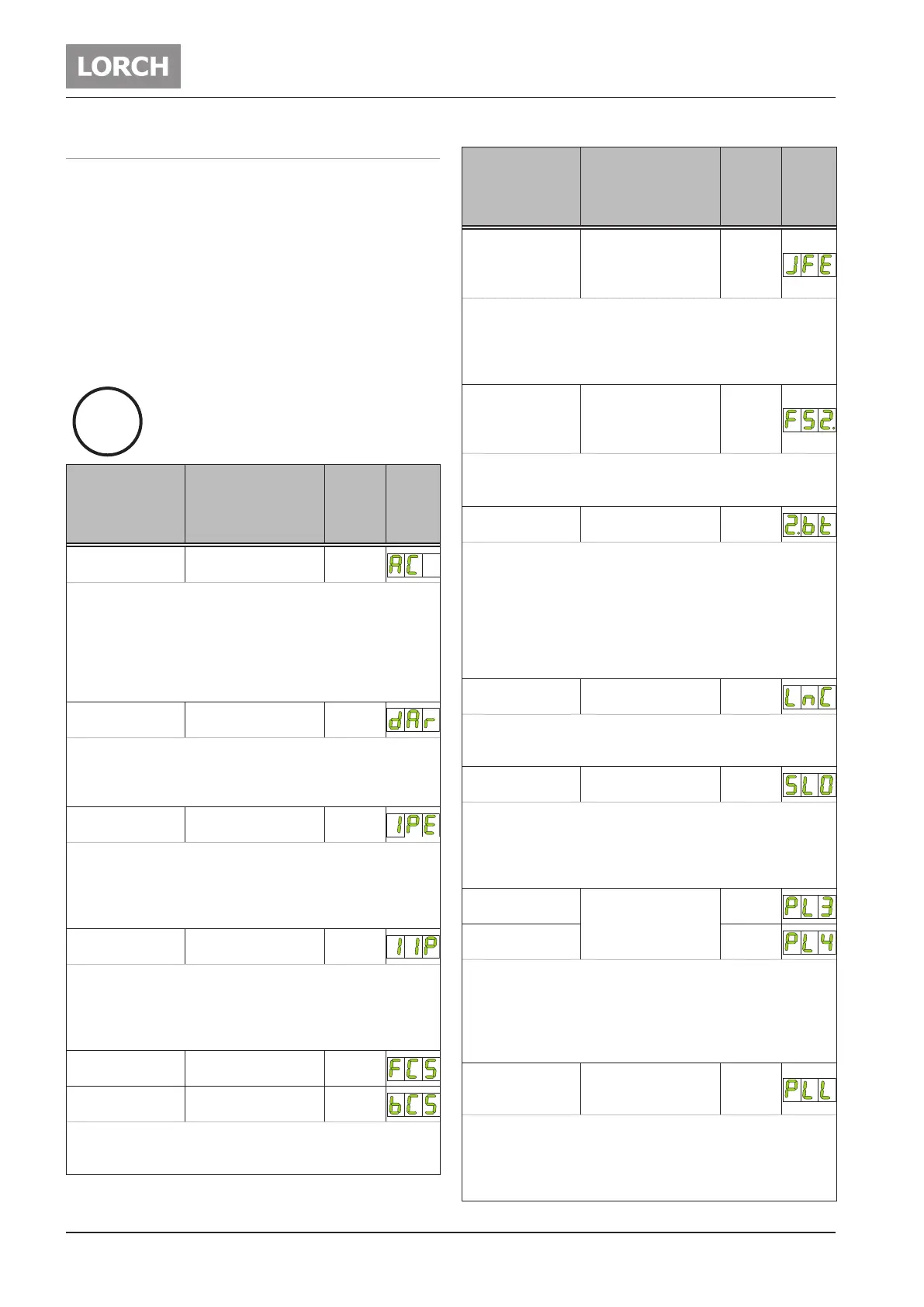
14.3 Parametry dodatkowe
Parametry wtórne ustawia się oddzielnie:
 Wciskając nieprzerwanie przycisk trybu pracy 20,
wcisnąć przycisk Zapisz 58.
 Wybrać za pomocą przycisków selekcyjnych 32 lub
33 żądany parametr wtórny
9 Na lewym, 7-segmentowym wyświetlaczu 36 pojawi
się kod wybranego parametru, zaś na prawym 7-
segmentowym wyświetlaczu 35 pojawia się wartość
tego parametru.
 Przyciskiem obrotowym należy ustawić 34 żądaną
wartość parametru.
Wszystkie parametry spawania mogą być
optymalizowane również w trakcie procesu
spawania.
Parametr Przedział
Usta-
wienie
fabrycz-
ne.
Kod
AC
1, 3
ACS = AC-Standard,
ACH = AC-Hard
ACS
Podstawowe ustawienie parametru AC (AC-Standard)
umożliwia pracę z wykorzystaniem cichego łuku świetlnego i
wydajnej charakterystyki ponownego zapłonu.
W przypadku czystego aluminium może być wymagane
ustawienie parametru na AC-Hard.
ACS = miękki i cichy łuk świetlny
ACH = bardzo stabilny i twardy łuk świetlny
Dynamika łuku
świetlnego
2
0 - 200 % 100
Przy spadającym napięciu spawania prąd spawania będzie
automatycznie zwiększony. Dynamika łuku świetlnego
określa stosunek pomiędzy prądem głównym i automatycz-
nym. Podniesienie do.
Korekta impulsu
zapłonowego
3
10 - 200 % 100
Po zapłonie ustawiany jest szczytowy prąd zapłonu w celu
stabilizacji łuku świetlnego. W zależności od wybranej
średnicy elektrody urządzenie ustawia różny prąd szczyto-
wy. Ten prąd szczytowy może być zwiększony lub zmniej-
szony o określoną wartość procentową.
Korekta prądu
impulsowego
1, 3
10 - 200 % 100
W celu optymalnego tworzenia czaszy podczas spawania
AC-WIG zapłonu dokonuje sie prądem dodatnim. W zależ-
ności od wybranej średnicy elektrody urządzenie ustawia
różny prąd dodatni. Ten prąd szczytowy może być zwięk-
szony lub zmniejszony o określoną wartość procentową.
Częstotliwość
MACS
1, 3
0,2 - 5 Hz 2
Balans MACS
1, 3
10 - 90 %
prąd naprzemienny
60
Określa czasowy procentowy stosunek między prądem
przemiennym (AC) a prądem stałym (DC). Przy ustawionej
wartości 60 stosunek ten wynosi 60% AC do 40% DC.
Parametr Przedział
Usta-
wienie
fabrycz-
ne.
Kod
nr zadania dla
CWF
3
0 - 99, JOF=Job Off
(praca wyłączona)
lub FOF=Feed Off
(posuw wyłączony)
JOF
Służy do wyboru zadania w podłączonym urządzeniu (np.
Lorch Feed 1).
0 - 99 = wybrane zostało odpowiednie zadanie
JOF = wybór zadania jest przerwany
FOF = urządzenie jest wyłączone
Uruchomienie
podajnika Feed
za pomocą
2. impulsu
OFF = Wyłącz,
On = Włącz
OFF
Przy ustawieniu „On“ [Wł.] i w trybie pracy 4-impulsowej
podajnik drutu spawalniczego (np. Lorch Feed 1) urucha-
mia się dopiero przy 2 impulsie.
2. przycisk pal-
nika
On, OFF, fd2, fd4 On
Przyporządkowanie funkcji przycisku palnika Prąd wtórny
76
On = normalna funkcja (prąd wtórny)
OFF = brak funkcji
fd2 = podajnik Feed uruchamia się podczas naciśnięcia
przycisku
fd4 = podajnik Feed uruchamia się przy pierwszym naci-
śnięciu przycisku, a zatrzymuje przy drugim naciśnięciu
LorchNet
Connector
Wskaźnik statusu
np. G4G
-
Dostępny tylko przy zamkniętym gnieździe przyłączenio-
wym LorchNet. (Patrz Instrukcja obsługi gniazda przyłą-
czeniowego LorchNet)
Nachylenia
OFF = Wyłącz,
On = Włącz
On
(OFF)
4
Funkcję zwiększania i zmniejszania zasilania prądem moż-
na włączać lub wyłączać.
Przy Slopes OFF (nachylenie) wzrost prądu, spadek prą-
du, prąd startowy i prąd końcowy w parametrach głównych
nie są dostępne.
Powermaster
LED 3
wszystkie parametry
PowerMaster
I2
Powermaster
LED 4
-
Dla palnika PowerMaster serii i-LTG/i-LTW dostępne są
dwa dowolnie zdeniowane miejsca parametrów. W zależ-
ności od trybu pracy można wybrać różne parametry („14.4
Parametry PowerMaster“ na stronie 157).
Przy podłączonym podajniku Feed miejsce parametru PL3
jest zdeniowane zawsze jako „fdS“.
Dioda LED Po-
werMaster Bloka-
da (lock)
OFF = Wyłącz,
On = Włącz
OFF
On: Przycisk trybu przy palniku serii i-LTG/i-LTW jest zablo-
kowany. Poprzez naciśnięcie przycisku trybu na 2 sekundy
zostanie on odblokowany na 15 sekund. Jeśli w ciągu 15
sekund zostanie wciśnięty przycisk start/stop odblokowa-
nia, przycisk trybu zostanie natychmiast zablokowany.
 Loading...
Loading...


