Mise en service
- 215 -
04.19 909.1709.9-05
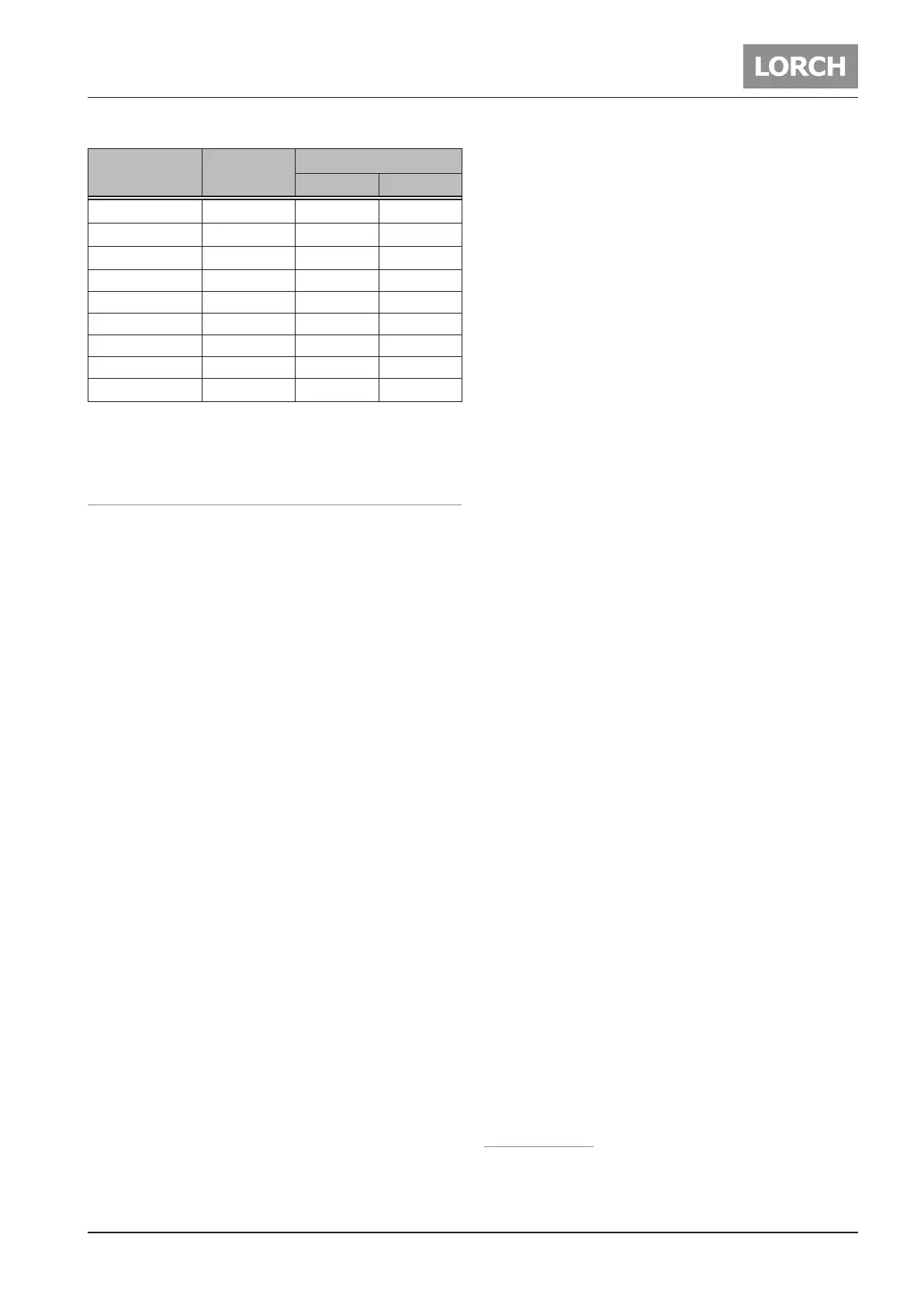
Type de
torche
ID de
torche
charge admissible
DC AC
i-LTG 900 9 125 A 80 A
i-LTG 1700 17 150 A 120 A
i-LTG 2600 26 200 A 160 A
i-LTG 2800 28 300 A 250 A
i-LTW 3000 30 320 A 220 A
i-LTW 1800 18 350 A 250 A
i-LTW 1800sc 19 400 A 320 A
i-LTW 2000 20 220 A 165 A
i-LTW 4500 45 450 A 360 A
Tab. 7: ID de torche
 Pour sauvegarder, appuyez sur la touche Save 58.
9 L’ID de torche paramétré est transféré au torche.
14.6 Autresprocédésdesoudage
MACS
1, 3
Avec le procédé de soudage MACS (Modulated AC Sys-
tem), le courant de soudage est pulsé avec du courant
alternatif et continu.
 A l’aide du bouton 20, sélectionner le mode impul-
sions.
– Mode Impulsions cycle à 2 temps (les DEL 22 et
26 s’allument).
– Mode Impulsions cycle à 4 temps (les DEL 22 et
25 s’allument).
 A l’aide du bouton Type de courant 27 Courant alter-
natif (AC), la DEL 28 s’allume.
 Appuyer sur le bouton mode 20 et le maintenir en-
foncé.
 A l’aide du bouton Type de courant 27 sélectionner
l’un des paramètres suivants.
– MACS -, la DEL 30 s’allume.
– MACS +, la DEL 29 s’allume.
– MACS Arrêt, aucune des deux DEL ne s’allume.
 Si nécessaire, régler les paramètres suivants.
– Fréquence MACS
– Balance MACS
– Courant CC MACS
Pointer par intervalles
4
La méthode de soudage pointage à intervalle est dispo-
nible en mode 2 temps et 4 temps.
2 temps : Le pointage est répété automatiquement tant
que le bouton torche est enfoncé.
4 temps : Le pointage à intervalle démarre par le premier
actionnement du bouton torche et s’arrête par le deu-
xième actionnement.
– La paramètre Temps de soudage (tSP) dénit la
durée du point de soudage individuel.
– Le paramètre Temps de soudage Arrêt (tSO) dé-
nit la durée de la pause entre deux points de sou-
dure.
 A l’aide du bouton 20, sélectionner le mode Pointer.
Maintenir enfoncé le bouton Mode de fonctionne-
ment 20 et appuyer sur le bouton Save 58.
9 Vous vous trouvez dans le menu Paramètres secon-
daires.
 A l’aide des boutons de sélection 32 ou 33, sélec-
tionner le paramètre secondaire Pointer par intervalle
Marche/Arrêt (PSP).
 A l’aide du bouton rotatif 34 régler la valeur ON dans
l’afchage à 7 segments de droite 35.
 Basculer dans le menu Paramètres principaux en
appuyant sur le bouton 20.
 A l’aide des boutons de sélection 32 ou 33 sélection-
ner le paramètre principal Temps de soudage (tSP).
 A l’aide du bouton rotatif 34, régler le temps de sou-
dage désiré.
 A l’aide des boutons de sélection 32 ou 33, sélection-
ner le paramètre principal Temps de soudage Arrêt
(tSO).
 A l’aide du bouton rotatif 34, régler le Temps de sou-
dage Arrêt désiré (pause entre deux points de sou-
dage).
1)
Uniquement CA/CC
2)
Uniquement pour le mode Electrode
3)
Uniquement pour le mode TIG
4)
Uniquement pour le mode Pointer
 Loading...
Loading...


