Вводвэксплуатацию
- 128 -
04.19909.1709.9-05
14.3 Вторичныепараметры
Вторичные параметры настраиваются отдельно:
 Нажмите и удерживайте клавишу «Режим рабо-
ты» 20, нажмите клавишу «Сохранить» 58.
 Выберите требуемый вторичный параметр клави-
шами 32 или 33
9 В левом 7-сегментном индикаторе 36 отображает-
ся код параметра, в правом 7-сегментном индика-
торе 35 появляется значение параметра.
 Настройте требуемое значение поворотной кнопкой 34.
С целью повышения эффективности
настройки все параметры сварки также
можно изменять непосредственно во
время процесса сварки.
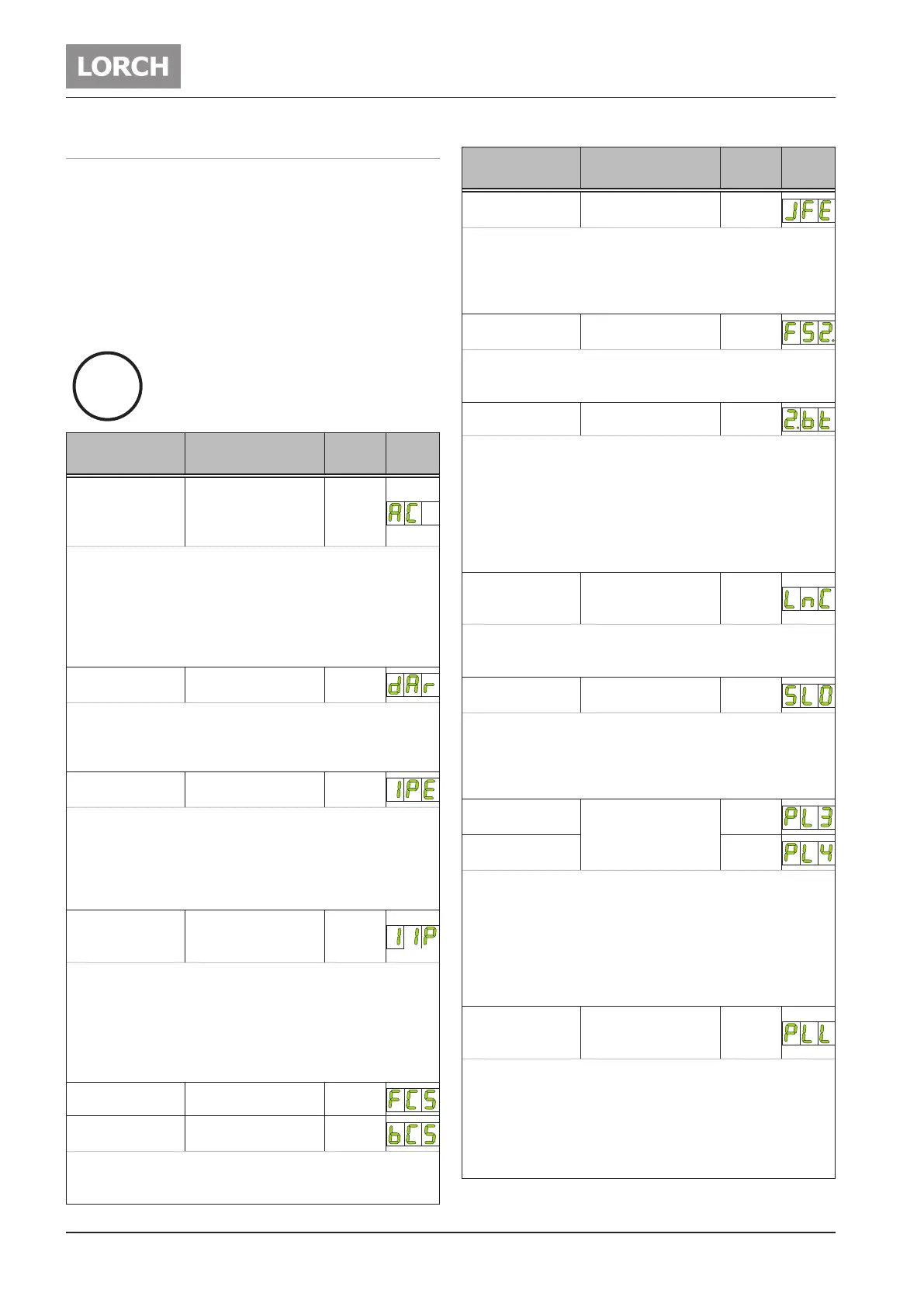
Параметр Диапазон
Завод.
настр.
Код
AC
1, 3
ACS = AC-Standard
(стандарт),
ACH = AC-Hard
(жесткий)
ACS
Параметр «AC» с основной настройкой «AC-Standard»
обеспечивает работу с малошумной электрической ду-
гой и хорошей характеристикой повторного поджига. При
работе с чистым алюминием может потребоваться пере-
ключение этого параметра на значение «AC-Hard».
ACS = мягкая и тихая электрическая дуга
ACH = очень стабильная и жесткая электрическая дуга
Динамика элек-
трической дуги
2
0 - 200 % 100
При уменьшении сварочного напряжение происходит
автоматическое увеличение сварочного тока. Динамика
электрической дуги указывает на соотношение между
основным током и автоматическим повышение.
Коррекция пика
поджига
3
10 - 200 % 100
После поджига для стабилизации электрической дуги
настраивается пиковый ток поджига. В устройстве со-
хранены различные значения пикового тока поджига с
учетом выбранного диаметра электрода. Этот пиковый
ток поджига можно уменьшать или увеличивать на
определенное процентное значение.
Коррекция тока
положительног
о полюса
1, 3
10 - 200 % 100
Для образования оптимального полусферического шва
при сварке WIG с переменным током поджиг произво-
дится от тока положительного полюса. В устройстве
сохранены различные значения тока положительного
полюса с учетом выбранного диаметра электрода. Этот
ток положительного полюса можно уменьшать или уве-
личивать на определенное процентное значение.
Частота MACS
1, 3
0,2 - 5 Гц 2
Баланс
MACS
1, 3
10 - 90 %
перем. тока
60
Указывает на процентное соотношение времени между пере-
менным током (AC) и постоянным током (DC). При настроен-
ном значении 60 соотношение составляет 60 % AC к 40 % DC.
Параметр Диапазон
Завод.
настр.
Код
№ задания для
CWF
3
0 - 99, JOF=JobOff
или FOF=FeedOff
JOF
Используется для выбора задания на механизме пода-
чи холодной проволоки (например, Lorch Feed 1).
0 - 99 = выбрано соответствующее задание
JOF = выбор задания отключен
FOF =
механизм подачи холодной проволоки отключен
Запуск Feed с
2-м тактом
OFF = выкл,
On = вкл.
OFF
При настройке On и работе в 4-тактном режиме
механизм подачи холодной проволоки (например,
Lorch Feed 1) запускается только со 2-м тактом.
2. кнопка горелки
On, OFF, fd2, fd4 On
Распределение функций кнопки горелки вторичного
тока 76.
On = стандартная функция (вторичный ток)
OFF = нет функции
fd2 = запускает Feed на продолжительность нажатия
(2-тактный)
fd4 = запускает Feed при первом нажатии,
останавливает Feed при втором нажатии (4-тактный)
LorchNet
Connector
Отображение со-
стояния, напр.,
G4G
-
Доступно только при подключенном LorchNet
Connector. (см. руководство по эксплуатации LorchNet
Connector).
Наклоны
OFF = выкл.,
On = вкл.
On
(OFF)
4
Возможно выключение и выключение увеличения и
уменьшения тока.
При Slopes OFF (понижение) повышение тока, пони-
жение токаg, пусковой ток и ток на выходе в главных
параметрах недоступны.
Светодиод 3
Powermaster
все параметры
PowerMaster
I2
Светодиод 4
Powermaster
-
Для горелки PowerMaster серии i-LTG/i-LTW доступны
две свободно выбираемых позиции параметров. В
зависимости от типа аппарата и рабочего режима для
выбора доступны различные параметры (см. „14.4
Параметры PowerMaster“ на стр. 129).
При подсоединенном механизме подачи проволоки
Feed в позиции параметра PL3 всегда располагается
«fdS».
Светодиод
блокировки
PowerMaster
OFF = Выкл,
On = Вкл
OFF
On: кнопка переключения режимов на горелке серии
i-LTG/i-LTW заблокирована. Путем нажатия и удержа-
ния в нажатом положении кнопки выбора режима в
течение 2 секунд она блокируется на 15 секунд. Если
в течение периода 15-секундной блокировки нажать
кнопку Старт/Стоп, кнопка выбора режимов немедлен-
но блокируется.
i
 Loading...
Loading...


