Starting up
- 46 -
04.19909.1709.9-05
14.5 User-specicmenu
 Switch off the equipment at the main switch 10.
 Press the selection button on the left 32 and keep it
depressed.
 Switch on the equipment at the main switch 10
9 The user-specic menu is activated. The menu item
is shown in the 7-segment display 36.
9 The set value is shown in the 7-segment display 35.
 Press the selection button 32 or 33 to switch among
the menu items.
 Turn the control dial 34 to change the set value.
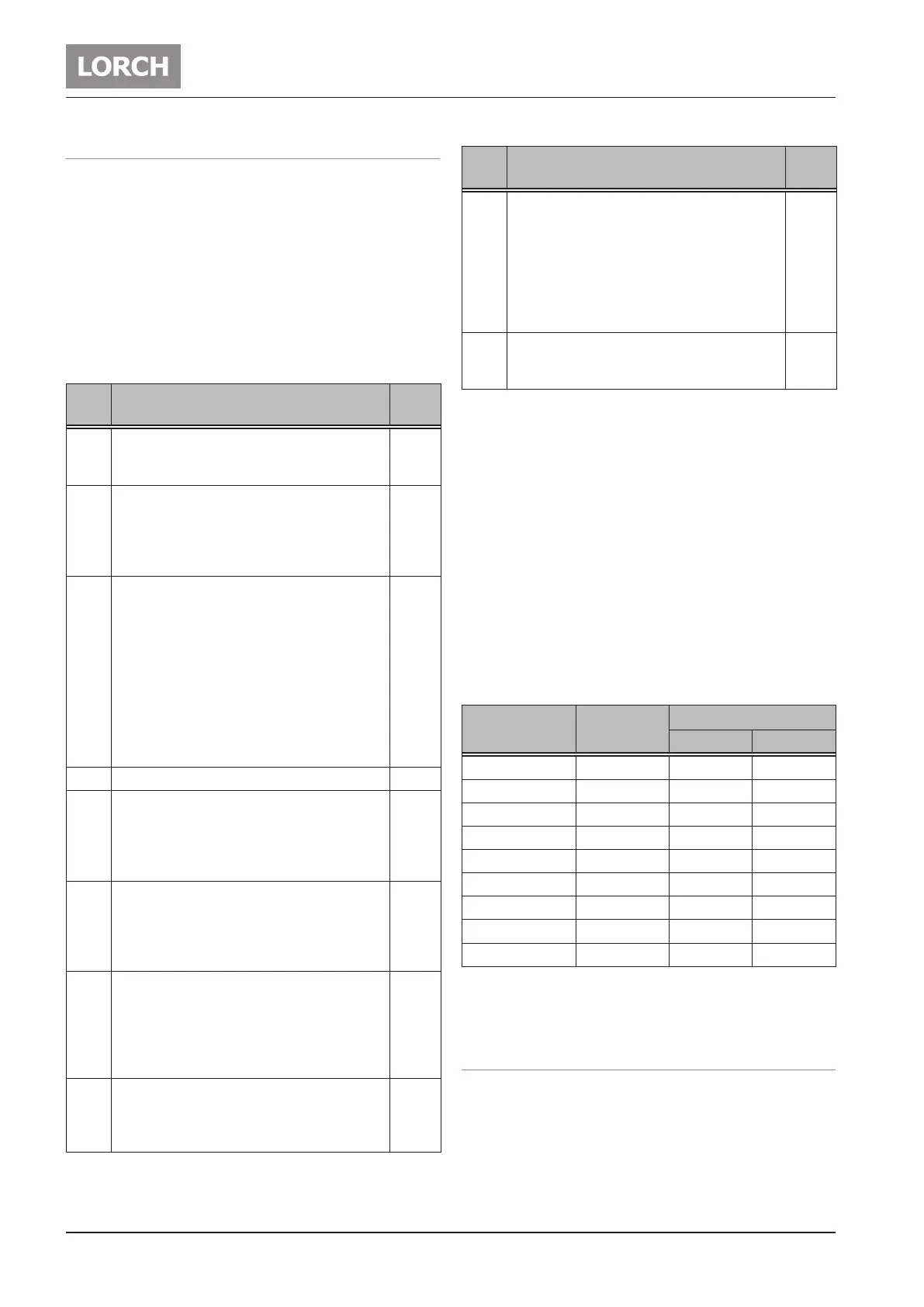
Menu
no.
Menu item
Setting
values
C00 Display and adjustment of the torch-ID.
See „Adjustment of the torch-ID“ on page
46.
9...45
C01 Welding current limit for up/down torch.
When the welding current limit is switched
to “On”, the welding current on the up/down
torch cannot be set higher than pre-select-
ed on the control terminal.
On-Off
C02 Deactivation of the error message E05-00
(water pump) and of the water cooling unit
by LorchNet.
If the deactivation is switched “on”, the
error message E05-00 (water pump) is no
longer displayed.
Also the water cooling unit is not switched
on by LorchNet.
Practical, e.g. for the use of an automatic
torch without plug or a cooling unit without
LorchNet.
On-Off
C03 Activation of the orbital welding mode. On-Off
C04 ON: at short circuit the welding current
don’t increase the adjusted welding current
shown in the display (set value).
Off: at short circuit the welding current is
increased on minimum 60 A.
On-Off
C05 ON: by quick pressing of torch button 1
(start / stop) the 2nd torch button is simu-
lated.
(Second current on / off). Useful e.g. for
torches with one button only.
On-Off
C06 ON: the current decrease (downslope) will
be - as adjusted – conducted, also if the
torch button is released (4th tact).
Off: at earlier release of the torch button
(4th tact) the current decrease (downslope)
is interrupted.
On-Off
C07 On: PE conductor monitoring activated
Off: PE conductor monitoring deactivated
the PE conductor monitoring is an optional
available feature
On-Off
Menu
no.
Menu item
Setting
values
C08 Off: Using a foot remote control, the mini-
mum current (independent from the adjust-
ed welding current) in the TIG mode / AC at
electrode-Ø 1,0...2,0 mm = 10 Amps
electrode -Ø 2,4 mm = 15 Amps
electrode -Ø 3,2 mm = 20 Amps
On: the increased minimum current in the
TIG-mode / AC is deactivated
On-Off
C10 Welding current limit
0 = Off
I1
Min
...I1
Max
= On
0,
I1
Min
...
I1
Max
Tab. 6: User-specic menu
 Switch the equipment off at the main switch 10 to
transfer the settings from the user-specic menu.
Adjustment of the torch-ID
Every torch of the i-LTG/i-LTW-series has an own torch-
ID. This ID is related to the stress limits of the torch. If
the torch protection is activated (sub-parameter “tPr” =
on) in the TIG-mode, only a welding current according to
the maximum torch limit can be adjusted at the welding
machine.
The adjustment of the torch –ID is necessary for e.g.
if the torch pc-board was changed.
 Select in the user specic menu code-no. C00
 Adjust the required torch-ID at the turning knob 34,
according to the torch-ID-chart.
Type of torch Torch-ID
Stress limits
DC AC
i-LTG 900 9 125 A 80 A
i-LTG 1700 17 150 A 120 A
i-LTG 2600 26 200 A 160 A
i-LTG 2800 28 300 A 250 A
i-LTW 3000 30 320 A 220 A
i-LTW 1800 18 350 A 250 A
i-LTW 1800sc 19 400 A 320 A
i-LTW 2000 20 220 A 165 A
i-LTW 4500 45 450 A 360 A
Tab. 7: Torch-ID
 Press button „Save 58“ to save.
9 The adjusted torch-ID is transferred to the torch.
14.6 Other welding processes
MACS
1, 3
With the MACS (Modulated AC system) welding proce-
dure, the welding current is pulsed with alternating and
direct current.
 Select the desired mode with button 20.

 Loading...
Loading...

