Messa in funzione
- 268 -
04.19909.1709.9-05
14.3 Parametri secondari
I parametri secondari sono regolabili separatamente:
 Tenere premuto il pulsante 20, premere contempora-
neamente il pulsante “Save” 58.
 Con i pulsanti di selezione 32 o 33 selezionare il pa-
rametro secondario desiderato
9 Sul display a 7 segmenti di sinistra 36cè indicato il
codice del parametro, su quello di destra 35 è indica-
to il valore del parametro.
 Utilizzare la manopola 34 per impostare il valore de-
siderato.
Per maggiore accuratezza di regolazione,
tutti i parametri di saldatura sono regolabili
anche durante la saldatura.
Parametro
Campo di regola-
zione
Impo-
stazioni
di fab-
brica
Codi-
ce
AC
1, 3
ACS = AC-Standard,
ACH = AC-Hard
ACS
Il parametro AC nell’impostazione base AC-Standard, per-
mette di lavorare con un arco poco rumoroso e con una
buona ripetibilità degli inneschi. Per la saldatura dell’allumi-
nio puro potrebbe essere necessario impostare il parametro
come AC-Hard.
ACS = arco morbido
ACH = arco forte e molto stabile
Dinamica
dell’ arco
2
0 - 200 % 100
La corrente di saldatura aumenta automaticamente al
ridursi della tensione. La dinamica dell’arco indica la rela-
zione tra la corrente principale e l’incremento automatico.
Correzione picco
di innesco
3
10 - 200 % 100
Il picco di innesco avviene dopo l’innesco per garantire una
stabilizzazione dell’arco. Per ciascun diametro elettrodo è
impostato un picco di innesco differente. Questo picco di
corrente può essere incrementato o ridotto in percentuale.
Correzione cor-
rente terminale
positiva
1, 3
10 - 200 % 100
Inneschi usando la corrente terminale positiva garanti-
scono la formazione della sfera sull’elettrodo di tungsteno
nella saldatura TIG AC. Per ciascun diametro elettrodo è
impostata una corrente terminale positiva. Questa corrente
terminale positiva può essere incrementata o ridotta in
percentuale.
Frequenza
MACS
1, 3
0,2 - 5 Hz 2
Bilanciamento
MACS
1, 3
10 - 90 % della
corrente alternata
60
Indica il rapporto percentuale temporale tra corrente alter-
nata (CA) e corrente continua (CC). Se il valore impostato
è 60, il rapporto è 60% CA a 40% CC.
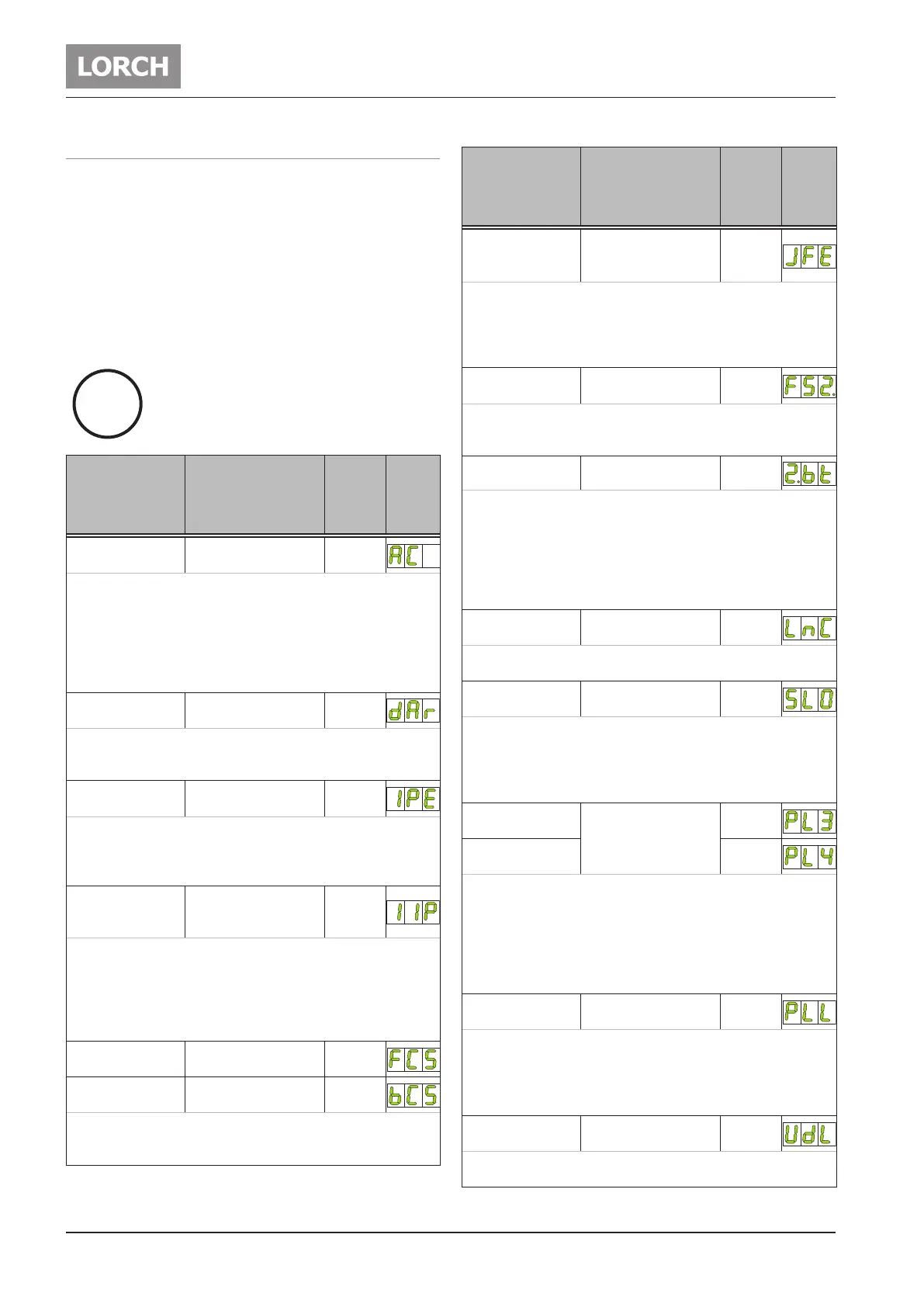
Parametro
Campo di regola-
zione
Impo-
stazioni
di fab-
brica
Codi-
ce
Numero del JOB
per alimentatore
lo freddo
3
0 - 99, JOF=JobOff o
FOF=FeedOff
JOF
Per la selezione dei JOB su un alimentatore lo freddo
connesso (ad esempio Lorch Feed 1).
0 - 99 = corrispondente JOB selezionato
JOF = selezione JOB disattiva
FOF = alimentatore lo freddo spento
Avvio Feed con
2° tempo
OFF = spento,
On = acceso
OFF
Con l’impostazione “On” e modalità di esercizio a 4 tempi,
il dispositivo di avanzamento lo freddo (p.es. Lorch Feed
1) si avvia solo al 2° tempo.
2. Tasto cannello On, OFF, fd2, fd4 On
Assegnazione funzione del tasto cannello corrente secon-
daria 76.
On = Funzione normale (corrente secondaria)
OFF = nessuna funzione
fd2 = avvia Feed per la durata dell’azionamento (2 temoi)
fd4 = avvia Feed al primo azionamento, arresta Feed al
secondo azionamento (4 tempi)
LorchNet
Connector
Indicazione di stato,
p. es. G4G
-
Disponibile solo a LorchNet Connector collegato. (vedere
le istruzioni d'uso LorchNet Connector).
Slopes
OFF = spento,
On = acceso
On
(OFF)
4
L’aumento e l’abbassamento di corrente possono essere
attivati o disattivati.
Con Slopes OFF l’aumento, l’abbassamento, la corrente
d’avviamento e la corrente nale nei parametri principali
non sono disponibili.
LED Powerma-
ster 3
tutti i parametri Po-
werMaster
I2
LED Powerma-
ster 4
-
Per le torce PowerMaster delle serie i-LTG/i-LTW sono
disponibili due postazioni per parametri liberamente con-
gurabili. A seconda del tipo di apparecchio e della modalità
operativa sono selezionabili parametri diversi (vedere
“„14.4 Parametri PowerMaster“ a pagina 269).
A dispositivo di avanzamento Feed collegato, la postazione
per parametro PL3 è sempre occupata con “fdS“.
Blocco LED Po-
werMaster (lock)
OFF = spento,
On = acceso
OFF
Acceso: il tasto “Mode” delle torce delle serie i-LTG/i-LTW
è bloccato. Premendo il tasto “Mode” per 2 sec. questo
sarà sbloccato per 15 sec. Se durante i 15 sec. dello sbloc-
co viene premuto il tasto Start/stop, il tasto “Mode” sarà
subito bloccato.
Blocco Up/down
(lock
OFF = spento,
On = acceso
OFF
Acceso: durante la saldatura (I>0), i tasti Up/down sulle
torce delle serie i-LTG/i-LTW sono bloccati.
i
 Loading...
Loading...


