Messa in funzione
- 267 -
04.19 909.1709.9-05
L’innesco HF è determinato da una scarica di alta tensio-
ne che crea arco elettrico senza alcun contatto tra l’elet-
trodo ed il pezzo da saldare.
 Attivare la funzione innesco HF, premendo il pulsante
27 (il LED 31 si accende)
Diametro
Elettrodo [mm]
Intensità di
corrente DC
raccomandata
[A]
Intensità di cor-
rente AC racco-
mandata [A]
1,0 3 - 40 5 - 30*
1,6 15 - 130 20 - 90*
2,0 45 - 180 45 - 135*
2,4 70 - 240 70 - 180*
3,2 140 - 320 130 - 250*
4,0 220 - 450 200 - 320*
*) In funzione del tipo di elettrodo e del parametro “bilan-
ciamento AC
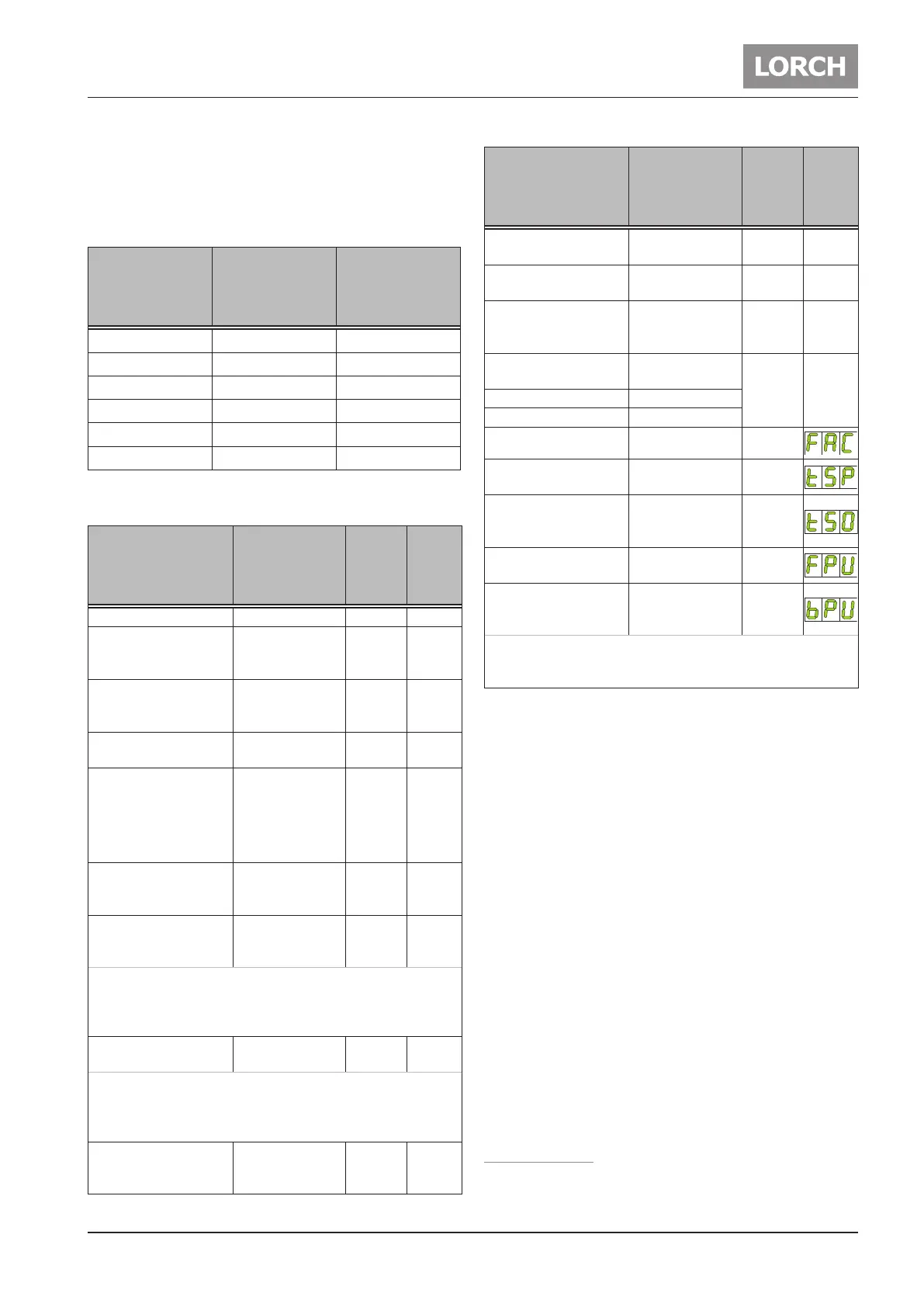
Parametro
Campo di
regolazione
Impo-
stazioni
di fab-
brica
LED /
Codi-
ce
Tempo di pre gas 0,1 - 10 secondi 0,1 38
Corrente di partenza
IS
5 - 200 %
della corrente
principale
50 39
Tempo corrente di
partenza tS (solo in
modalità 2 tempi)
0 - 20 secondi 0,1 40
Rampa di salita
(Upslope)
0 - 99 % 5 41
Corrente principale I1
100 43
T 180 3 - 180 A
T 220 3 - 220 A
T 250 5 - 250 A
T 300 5 - 300 A
Corrente secondaria
I2
1 - 200 %
della corrente
principale
50 45
Corrente MACS CC
1, 3
1 - 200 %
della corrente
principale
50 45
Indica il rapporto percentuale dell’intensità di corrente di
saldatura corrente continua (CC) rispetto alla corrente prin-
cipale I1. Se il valore impostato è 50, l’intensità di corrente
CC corrisponde al 50% della corrente principale I1
Rampa di discesa
(Downslope)
0 - 500 % 20 46
Nella modalità di esercizio Impulsi CC con Feed o Control
avviene una sincronizzazione. L’abbassamento della cor-
rente inizia sempre con I2 indipendentemente dallo stato
attuale I1 o I2.
Corrente nale IE
5 - 200 %
della corrente
principale
25 48
Parametro
Campo di
regolazione
Impo-
stazioni
di fab-
brica
LED /
Codi-
ce
Tempo di corrente
nale tE
0 - 20 secondi 0,2 49
Correzione tempo di
post gas
20 - 500 % 100 51
Bilanciamento AC1
10 - 90 %
della corrente
positiva
35 47
Diametro elettrodo di
tungsteno
2,4 42
T 180, T 220 1,0 - 3,2 mm
T 250, T 300 1,0 - 4,0 mm
Frequenza AC
1
30 - 200 Hz 60
Tempo di
puntatura
0,01 - 10
secondi
1
Tempo di pausa (solo
se attiva la funzione
puntatura)
0,09 - 60
secondi
1
Frequenza di pulsa-
zione
0,2 - 2000 Hz 5
Rapporto I1/I2
1 - 99 % della
corrente princi-
pale
50
Indica il rapporto percentuale tra la corrente principale I1
e la corrente secondaria I2. Se il valore impostato è 30 il
rapporto è 30% I1 e 70% I2
Tab. 3: Parametri principali
Le impostazioni di fabbrica sono ottimizzate grazie a dei
parametri automatici.
È possibile utilizzare questi parametri, non modicando-
li, per moltissime tipologie di lavoro.
Ulteriori istruzioni per la regolazione ne sono riportate
nel capitolo „14.3 Parametri secondari“ a pagina 268.
1)
Solo per AC/DC
2)
Solo in modalità Elettrodo
3)
Solo in modalità TIG
 Loading...
Loading...


