Uvedení do provozu
- 239 -
04.19 909.1709.9-05
Průměry
elektrod [mm]
doporučený
proud DC [A]
doporučený
proud AC [A]
4,0 220 - 450 200 - 320*
*)
dle typu použitých elektrod a nastavení parametru
AC-balance.
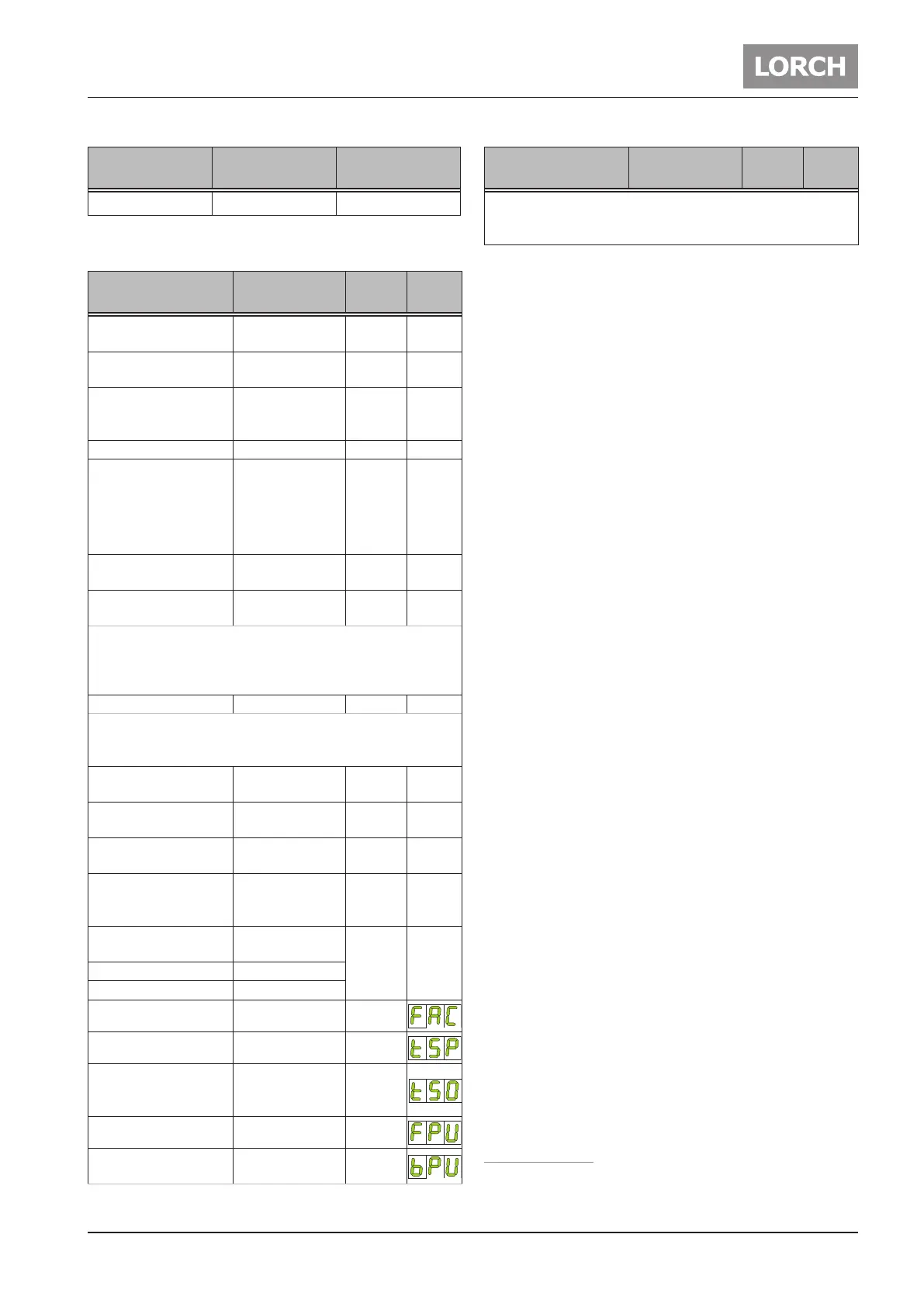
Parametr Oblast
Nastavi
tpráci
LED/
Kód
Čas průtokového
proudu plynu
0,1 - 10
Sekundy.
0,1 38
Proud při spuštění IS
5 - 200 % z
hlavního proudu
50 39
Čas proudu při spuš-
tění tS (jen při druhu
provozu 2- Takt)
0 - 20 Sekundy. 0,1 40
Nárůst proudu 0 - 99 % 5 41
Hlavní proud I1
100 43
T 180 3 - 180 A
T 220 3 - 220 A
T 250 5 - 250 A
T 300 5 - 300 A
Sekundární proud I2
1 - 200 % z
hlavního proudu
50 45
MACS-DC proud
1, 3
1 - 200 % z
hlavního proudu
50 45
Udává procentuální poměr mezi intenzitou stejnosměrného
(DC) svařovacího proudu k hlavnímu proudu I1. Při nasta-
vené hodnotě 50 je poměr stejnosměrného proudu 50 %
hlavního proudu I1.
Pokles proudu 0 - 500 % 20 46
Synchronizace se provádí v provozním režimu DC pulzy s
podáváním nebo řízením. Pokles proudu začíná vždy s I2
nezávisle na aktuálním stavu I1 nebo I2.
Koncový proud IE
5 - 200 % z
hlavního proudu
25 48
Čas koncového prou-
du tE
0 - 20 Sekundy. 0,2 49
Korektura času zbyt-
kového proudu plynu
20 - 500 % 100 51
AC-Balance
1
10 - 90 %
kladný proud
svařování
35 47
Průměry
wolframových elektrod
2,4 42
T 180, T 220 1,0 - 3,2 mm
T 250, T 300 1,0 - 4,0 mm
AC-Frekvence
1
30 - 200 Hz 60
Bodový čas
0,01 - 10
Sekundy.
1
Vypnout bodový čas
(Pouze při intervalo-
vých bodech „On“)
0,09 - 60
Sekundy
1
Puls-frekvence 0,2 - 2000 Hz 5
Klíčovací poměr
pulzu
1 - 99 % Hlavní
proud I1
50
Parametr Oblast
Nastavi
tpráci
LED/
Kód
Udává procentuální poměr mez hlavním proudem I1 a
sekundárním proudem I2. Při nastavené hodnotě 30 je
poměr 30 % I1 ku 70 % I2.
Tab. 3: Hlavní parametr
Továrně nastavené hodnoty jsou optimalizovány pro-
střednictvím automatických parametrů. Můžete tato to-
vární nastavení převzít nezměněná pro většinu svařo-
vacích úloh.
Další možnosti pro přesné nastavení najdete v kapito-
le„14.3 Podružné parametry“ na straně 240.
1)
Pouze u AC/DC
2)
Pouze při druhu provozu elektroda
3)
Pouze při způsobu sváření WIG
 Loading...
Loading...


