Inbetriebnahme
- 15 -
04.19 909.1709.9-05
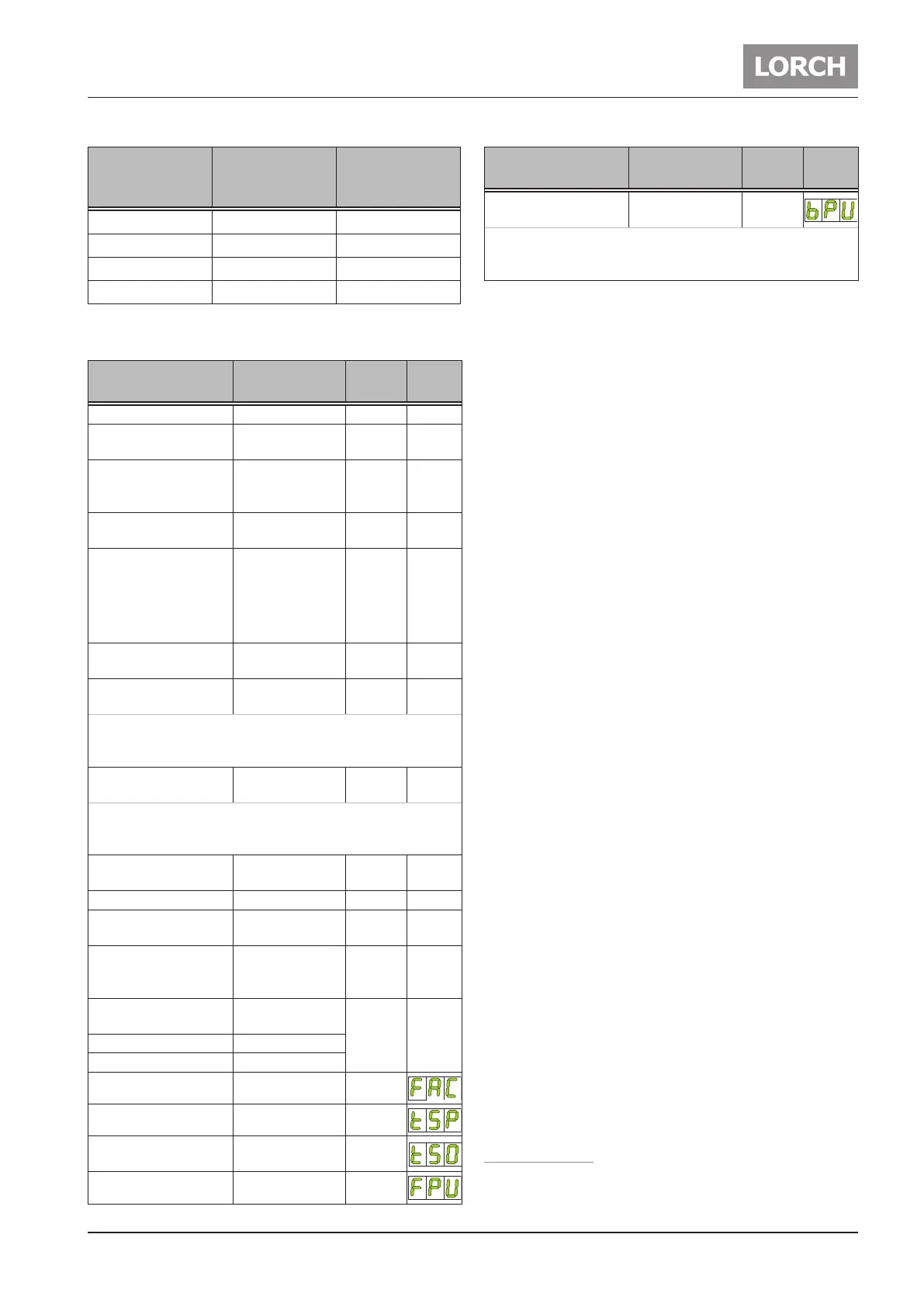
Elektroden-
durchmesser
[mm]
empfohlene
Stromstärke
DC [A]
empfohlene
Stromstärke
AC [A]
2,0 45 - 180 45 - 135*
2,4 70 - 240 70 - 180*
3,2 140 - 320 130 - 250*
4,0 220 - 450 200 - 320*
*) in Abhängigkeit von Elektrodentyp und Einstellung des
Parameters AC-Balance
Parameter Bereich
Werks-
einst.
LED/
Code
Gasvorström-Zeit 0,1 - 10 sec. 0,1 38
Startstrom IS
5 - 200 % vom
Hauptstrom
50 39
Startstrom-Zeit tS
(nur bei Betriebsart
2-Takt)
0 - 20 sec. 0,1 40
Stromanstieg
(Upslope)
0 - 99 % 5 41
Hauptstrom I1
100 43
T 180 3 - 180 A
T 220 3 - 220 A
T 250 5 - 250 A
T 300 5 - 300 A
Zweitstrom I2
1 - 200 % vom
Hauptstrom
50 45
MACS-DC-Strom
1, 3
1 - 200 % vom
Hauptstrom
50 45
Gibt das prozentuale Verhältnis der Schweißstromstärke
Gleichstrom (DC) zum Hauptstrom I1 an. Bei eingestelltem
Wert 50 ist die DC-Stromstärke 50 % des Hauptstroms I1.
Stromabsenkung
(Downslope)
0 - 500 % 20 46
In der Betriebsart DC-Pulsen mit Feed oder Control erfolgt
eine Synchronisierung. Die Stromabsenkung beginnt im-
mer mit I2 unabhängig vom aktuellen Zustand I1 oder I2.
Endstrom IE
5 - 200 % vom
Hauptstrom
25 48
Endstrom-Zeit tE 0 - 20 sec. 0,2 49
Gasnachström-Zeit
Korrektur
20 - 500 % 100 51
AC-Balance
1
10 - 90 %
positiver
Schweißstrom
35 47
Durchmesser Wolf-
ram-Elektroden
2,4 42
T 180, T 220 1,0 - 3,2 mm
T 250, T 300 1,0 - 4,0 mm
AC-Frequenz
1
30 - 200 Hz 60
Punktzeit 0,01 - 10 sec. 1
Punktzeit Aus (nur bei
Intervall-Punkten „On“)
0,09 - 60 sec. 1
Puls-Frequenz 0,2 - 2000 Hz 5
Parameter Bereich
Werks-
einst.
LED/
Code
Puls-Tastverhältnis
1 - 99 % Haupt-
strom I1
50
Gibt das prozentuale Verhältnis zwischen Hauptstrom I1
und Zweitstrom I2 an. Bei eingestelltem Wert 30 ist das
Verhältnis 30 % I1 zu 70 % I2.
Tab. 3: Hauptparameter
Die werkseitig eingestellten Werte sind durch eine Para-
meterautomatik optimiert.
Sie können diese Werkseinstellungen für die meisten
Schweißaufgaben unverändert übernehmen.
Weitere Möglichkeiten zur Feineinstellung nden Sie im
Kapitel „14.3 Nebenparameter“ auf Seite 16.
1)
Nur bei AC/DC
2)
Nur bei Betriebsart Elektrode
3)
Nur bei Betriebsart WIG
 Loading...
Loading...


