Podstawy spawania
- 162 -
04.19909.1709.9-05
15 Podstawy spawania
15.1 Spawanie elektrodowe
Ogólnie, w spawaniu elektrodowym stosuje się elektrody
nieotulone. W procesie spawania, otulina elektrody wy-
pala się razem z rdzeniem elektrody. W wyniku tego po-
wstaje gaz ochronny. Dodatkowo, spalana otulina okleja
elementy spajane, które ulegają zniszczeniu w jeziorku
spawalniczym. Nad spawem tworzy się warstwa żużlu,
izolująca schładzaną spoinę od powietrza otoczenia.
Otuliny elektrod różnią się między sobą grubością i ty-
pem, tzn. ich składem chemicznym. Różnice te powodu-
ją zróżnicowanie właściwości spawalniczych, a przez to
i różne zastosowania dla elektrod. Podział i nazewnictwo
elektrod prętowych jest uregulowane normą DIN EN 499
(wcześniej normą DIN 1913).
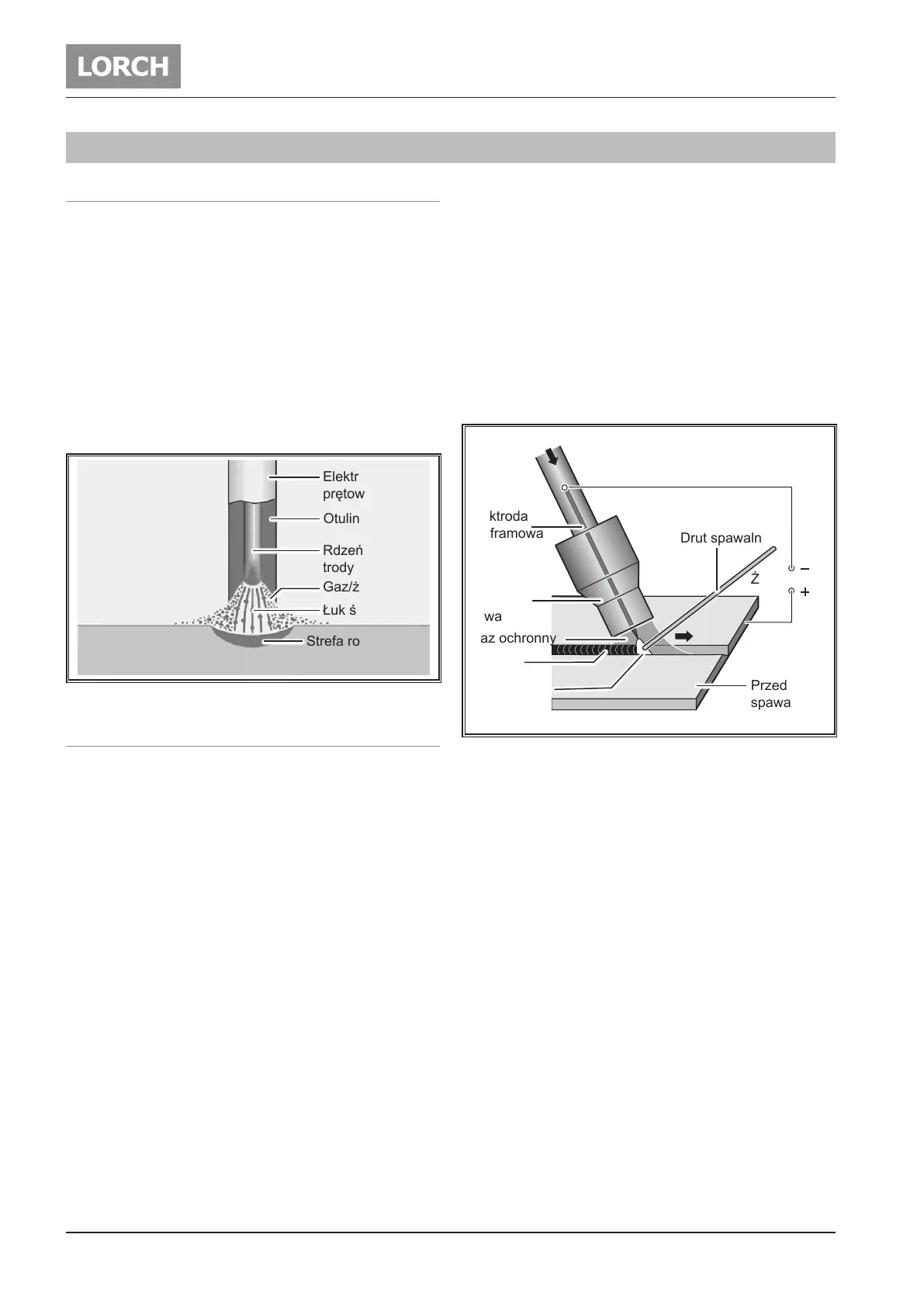
Elektroda
prętowa
Łuk świetlny
Otulina
Rdzeń elek-
trody
Gaz/żużel
Strefa roztopiona
Materiał podstawy
15.2 Spawanieelektrodąwolframowąw
osłoniegazówobojętnych
Metoda ta jest bardzo uniwersalna i pozwala uzyskiwać
wysokowartościowe połączenia spawalnicze.
W tym trybie spawaniu, elektroda spawalnicza jest wy-
konana z nietopliwego wolframu, a jako gaz ochronny
stosowane są gazy obojętne. W języku angielskim, me-
toda ta jest określana terminem spawania TIG (wolfram
= tungsten).
Gazy obojętne są to gazy obojętne chemicznie, dzięki
czemu nie wchodzą w żadne reakcje ze spoiwem. Ga-
zami obojętnymi są, na przykład, argon lub hel oraz ich
mieszanki. Głównie stosuje się czysty argon (99,9%).
Gaz spawalniczy musi być suchy. Podział gazów spa-
walniczych znajduje się w normie DIN 32 526.
Zasada spawania elektrodą wolframową w
osłoniegazówobojętnych
Nietopliwa elektroda wolframowa jest umocowana tulej-
ką rozprężną w chłodzonym gazem lub wodą palniku.
Między elektrodą wolframową i przedmiotem spawanym
zachodzi łuk elektryczny w wewnętrznej atmosferze
gazu obojętnego. Elektroda wolframowa jest również
przewodnikiem łuku elektrycznego. Łuk świetlny stapia
punktowo przedmiot spawany, tworząc jeziorko spawal-
nicze. Z dyszy gazu wypływa gaz ochronny. Zadaniem
warstwy gazu ochronnego jest odizolowanie elektrody
wolframowej, łuku elektrycznego i jeziorka spawalnicze-
go przed powietrzem z otoczenia. W ten sposób chroni
się obszar spawania przed niepożądanym utlenianiem.
Nieprawidłowe wyniki spawania mogą również być skut-
kiem w usterkach doprowadzania gazu ochronnego.
Jeżeli stosowany jest przy spawaniu dodatkowy mate-
riał, będzie to wprowadzany ręcznie drut spawalniczy,
jak przy spawaniu gazowym lub specjalny drut spawal-
niczy, wprowadzany w obszar spawania posuwami me-
chanicznymi. Stąd też drut spawalniczy musi być poło-
żony w tej samej płaszczyźnie lub wyżej od materiału
spawanego. Bez drutu spawalniczego można wykony-
wać spoiny brzeżne i pachwinowe.
Gaz ochronny
Elektroda
wolframowa
Dysza ga-
zowa
Gaz ochronny
Spoina
Przedmiot
spawany
Źródło prądu
Łuk świetlny
Drut spawalniczy
Zasadniczo, do spawania elektrodą wolframową w osło-
nie gazów obojętnych można stosować zarówno zasila-
nie prądem naprzemiennym jak stałym. Przy tym, rodzaj
prądu i biegunowość zależą od rodzaju spawanego ma-
teriału.
Prąd stały jest stosowany przy spawaniu stali bez- i ni-
skostopowych, stali wysokostopowych i miedzi, jak i ty-
tanu i tantalu, przy czym elektroda z powodu wyższej
obciążalności prądowej jest podłączona do bieguna
ujemnego.
Do spawania aluminium i magnezu jak i ich stopów sto-
suje się prąd naprzemienny, aby zrywać wysokotopliwą,
plastyczną warstwę utlenioną, która tworzy się na jezior-
ku spawalniczym lub na materiale spawanym. Tworząca
się warstwa utleniona może prowadzić do niestabilności
łuku elektrycznego, a co za tym idzie, do uzyskania ni-
skojakościowej, mechanicznie słabej spoiny.
Kształtkońcówekelektrod
Elektrody wolframowe należy zasadniczo szlifować po-
dłużnie ponieważ przebiegające poprzecznie rowki po
szlifowaniu są przyczyną niestabilności łuku elektrycz-
nego.
 Loading...
Loading...


