Início
- 183 -
04.19 909.1709.9-05
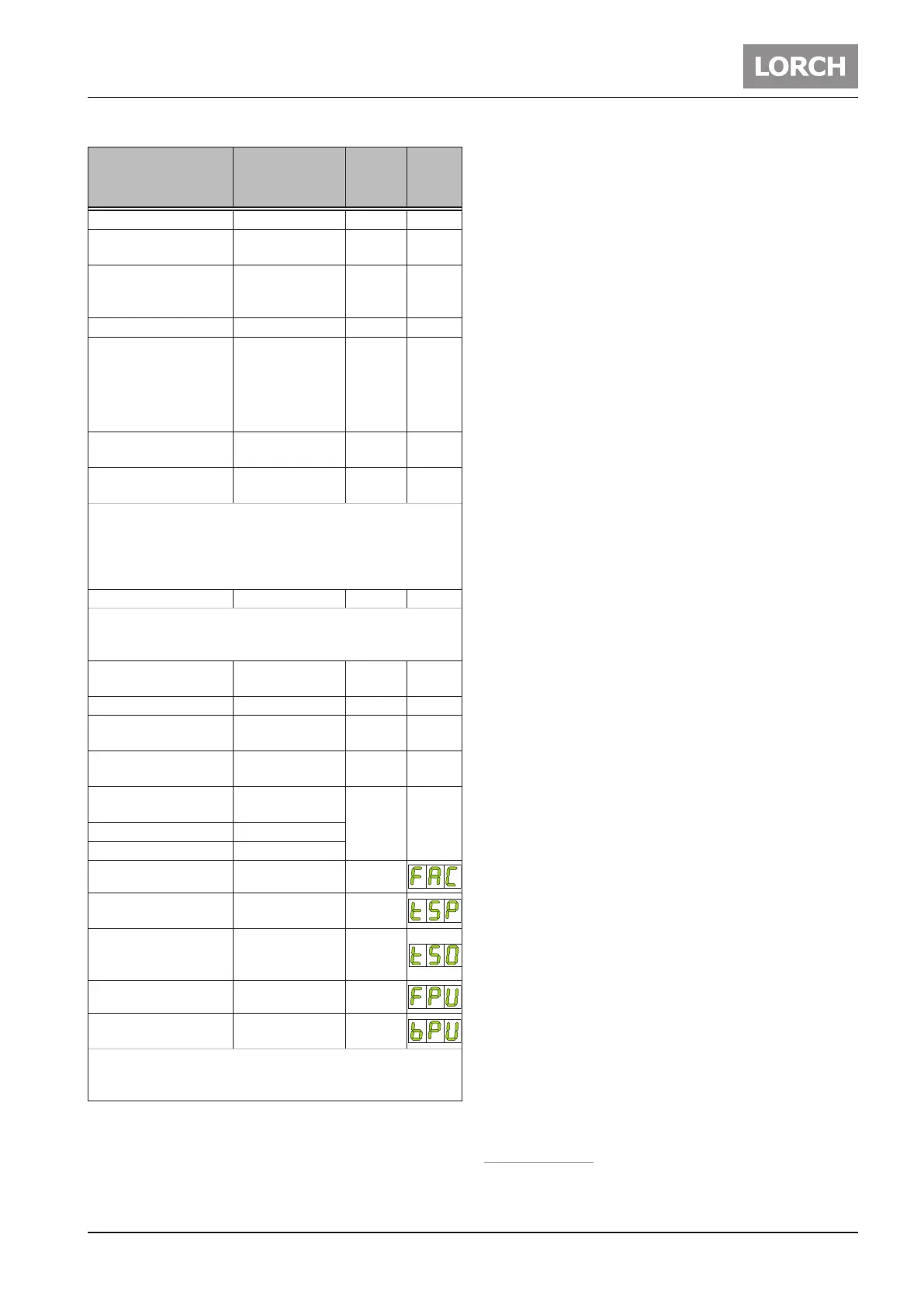
Parâmetros Alcance
Ajuste
defá-
brica
Códi-
go
Gás Tempo pre-ow 0,1 - 10 seg. 0,1 38
Corrente de inicio IS
5 - 200 % Para
corrente principal
50 39
Tempo de corrente de
inicio (apenas para
modo 2-stroke)
0 - 20 seg. 0,1 40
Upslope 0 - 99 % 5 41
Corrente principal
I1
100 43
T 180 3 - 180 A
T 220 3 - 220 A
T 250 5 - 250 A
T 300 5 - 300 A
Corrente secundária
I2
1 - 200 %
Para
corrente principal
50 45
MACS-DC current
1, 3
1 - 200 %
Para
corrente principal
50 45
Indica a proporção percentual da corrente de força de
soldadura em corrente contínua (DC) para o I1 a corrente
principal. Se o valor denido for de 50, a força DC atual é
de 50% do I1 da corrente principal.
Downslope 0 - 500 % 20 46
A sincronização ocorre no modo operativo DC pulse com
o ou controlo. A redução de corrente inicia sempre com
corrente I2 independentemente do status I1 ou I2.
Corrente nal IE
5 - 200 %
Para
corrente principal
25 48
Tempo Corrente nal tE
0 - 20 seg. 0,2 49
Correcção Tempo
Gás post-ow
20 - 500 % 100 51
AC-Tolerancia
1
10 - 90 %
Corrente sold.+
35 47
Diâmetro eléctrodo
tungsténio
2,4 42
T 180, T 220 1,0 - 3,2 mm
T 250, T 300 1,0 - 4,0 mm
AC-frequencia
1
30 - 200 Hz 60
Tempo soldadura
pontos
0,01 - 10 seg. 1
Tempo sold.pontos Off
(apenas com interva-
los „On“)
0,09 - 60 seg. 1
Freq.pulsos 0,2 - 2000 Hz 5
Factor de dúvida
(Pulsos)
1 - 99 % Corren-
te principal I1
50
Indica o rácio de percentagem entre a corrente principal I1
e a corrente auxiliar I2. Se o valor seleccionado for 30, o
rácio é de 30 % I1 para 70 % I2.
Tab. 3: Parâmetros
Os valores de ajuste de fábrica estão optimizados gra-
ças aos parâmetros automáticos. Poderá usar estes
ajustes para a maioria dos trabalhos de soldadura.
Pode encontrar mais facilidades de ajuste no capitulo
„14.3 Parâmetros Secundários“ na página 184
1)
Apenas para AC/DC
2)
Apenas no modo de operação Electrodo
3)
Apenas no modo de operação TIG
 Loading...
Loading...


