Puesta en marcha
- 71 -
04.19 909.1709.9-05
 Seleccione con la tecla Modo de corriente 27 el en-
cendido HF (LED HF 31 se ilumina).
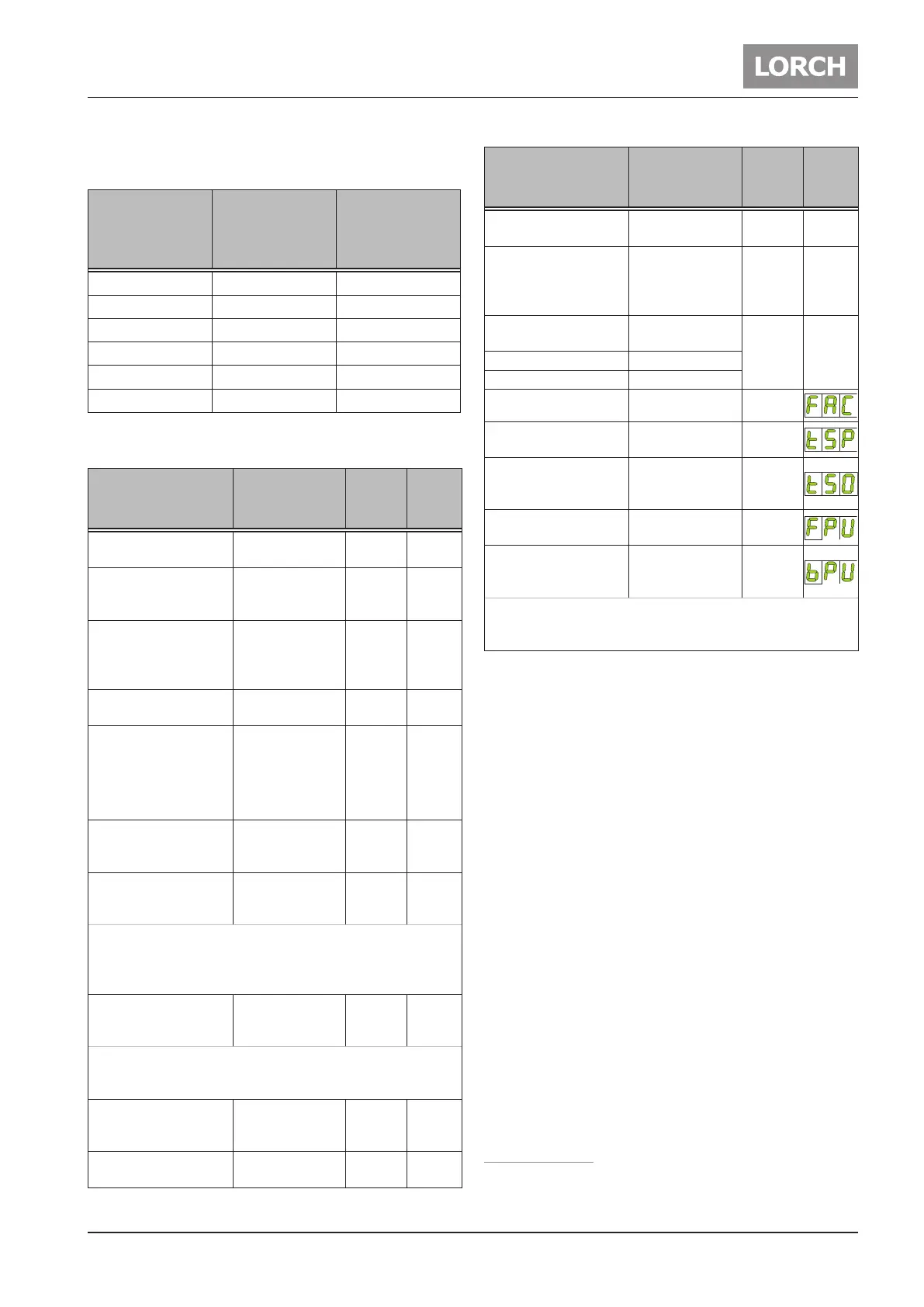
Diámetrode
electrodo [mm]
Potencia de
corriente reco-
mendada DC
[A]
Potencia de
corriente reco-
mendada AC
[A]
1,0 3 - 40 5 - 30*
1,6 15 - 130 20 - 90*
2,0 45 - 180 45 - 135*
2,4 70 - 240 70 - 180*
3,2 140 - 320 130 - 250*
4,0 220 - 450 200 - 320*
*) en función del tipo de electrodo y del ajuste del pará-
metro Balance AC
Parámetro Rango
Ajus-
te de
fábric
LED/
Códi-
go
Tiempo gas pre-ow
0,1 - 10
segundos
0,1 38
Corriente de inicio IS
5 - 200 % de la
corriente prin-
cipal
50 39
Tiempo de corriente
de inicio tS (sólo en
el modo de operación
manual))
0 - 20 segundos 0,1 40
Upslope
(Upslope)
0 - 99 % 5 41
Corriente principal I1
100 43
T 180 3 - 180 A
T 220 3 - 220 A
T 250 5 - 250 A
T 300 5 - 300 A
Corriente secundaria
I2
1 - 200 % de la
corriente prin-
cipal
50 45
MACS-
corriente DC
1, 3
1 - 200 % de la
corriente prin-
cipal
50 45
Indica la relación porcentual entre intensidad de corriente
de soldadura corriente continua (CC) y corriente principal I1
Con un valor ajustado de 50, la intensidad de corriente CC
supone el 50 % de la corriente principal I1.
Descenso de la co-
rriente
(Downslope)
0 - 500 % 20 46
En el modo de operación de impulsos DC con Feed o con-
trol se produce una sincronización. Downslope se inicia
siempre con I2 independiente del estado actual I1 ó I2.
Corriente nal IE
5 - 200 % de la
corriente prin-
cipal
25 48
Tiempo de la corrien-
te nal tE
0 - 20 segundos. 0,2 49
Parámetro Rango
Ajus-
te de
fábric
LED/
Códi-
go
Corrección del tiempo
de gas post-ow
20 - 500 % 100 51
Balance AC
1
10 - 90 %
de la corriente
de soldar posi-
tiva
35 47
Diámetro de los elec-
trodos de tungsteno
2,4 42
T 180, T 220 1,0 - 3,2 mm
T 250, T 300 1,0 - 4,0 mm
Frecuencia AC
1
30 - 200 Hz 60
Tiempo de puntos
0,01 - 10 segun-
dos.
1
Tiempo de puntos Off
(sólo con puntos a
intervalos “On”)
0,09 - 60 segun-
dos
1
Frecuencia de pulsa-
ciones
0,2 - 2000 Hz 5
Relación pulsación
1 - 99 % Co-
rriente principal
I1
50
Indica la relación porcentual entre corriente principal I1 y
corriente secundaria I2. Con un valor ajustado de 30, la
relación es 30 % I1 a 70 % I2.
Tab. 3: Parámetros principales
Los valores ajustados de fábrica son optimizados me-
diante un parámetro automático.
En la mayoría de los procedimientos de soldadura pue-
de adoptar los ajustes de fábrica tal y como aparecen
indicados.
En el capítulo “14.3 Parámetros secundarios“ en la pá-
gina 16 encontrará más opciones para el ajuste espe-
cíco.
1)
Sólo en AC/DC
2)
Sólo con modo de operación Electrodos
3)
Sólo con modo de operación TIG
 Loading...
Loading...


