Programming and Operating Manual (Milling)
194 6FC5398-4DP10-0BA1, 01/2014
Sequence
Position reached prior to cycle start:
The starting position can be any position from which each of the slots can be approached without collision.
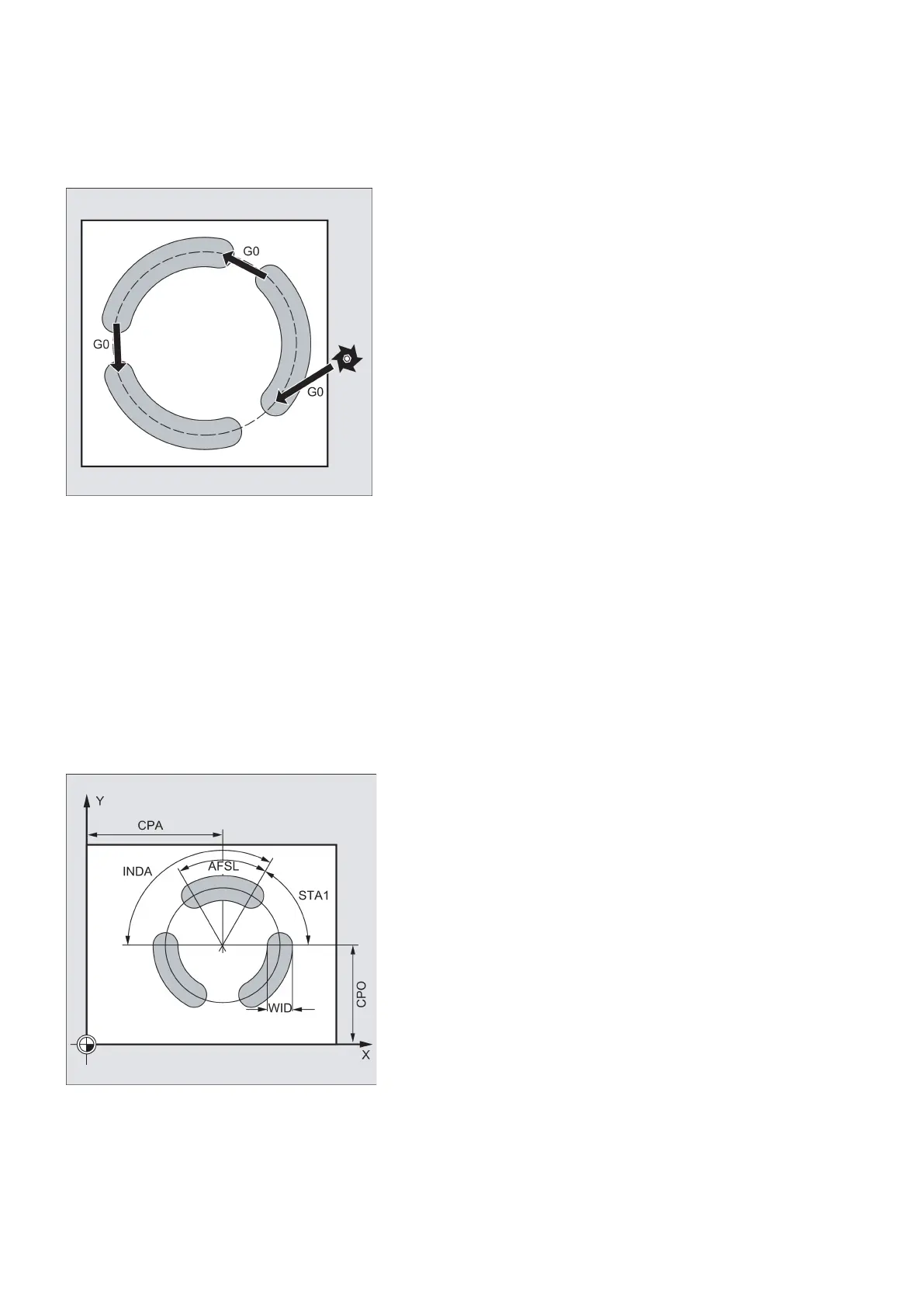
The cycle creates the following sequence of motions:
● G0 is used to approach the position specified in the diagram below at cycle start.
● The steps when machining a circumferential slot are the same as when machining an elongated hole.
● After a circumferential slot is machined completely, the tool is retracted to the retraction plane and the next slot is
machined with G0.
● After the last slot has been machined, the tool is moved with G0 to the end position in the machining plane, which is
specified in the diagram below, and the cycle is ended.
Explanation of the parameters
For an explanation of the parameters RTP, RFP, and SDIS, refer to Section "Drilling, centering - CYCLE81 (Page 126)".
For an explanation of the parameters DP, DPR, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, and SSF, refer to Section
"Slots on a circle - SLOT1 (Page 187)".
Use the parameter NUM to specify the number of slots.
 Loading...
Loading...













