THS – FI022GB2K8v3 --- V - MAINTENANCE
44
N.B.: The metal detector does not check if there are any subsequent fragments in the material immediately following: all material under the probe
must therefore be eliminated along with the part that caused the alarm. To minimise waste of material it is advisable to select a low setting for the
ED parameter.
Product: loose or packaged
Models: All models except THS/PH
Conveyor Control System power supply unit
Signal Waveform Function
Preceding conveyor relay
Alarm relay
Ejection relay*
Stop/start/reset button
Output OUT1
Upstr. belt authorisation
Signalling
Belt block
Alarm reset/Restart
Buzzer/flashing light
Fig. II-39a N.B.: *: output not activated if MDT or MDL module is fitted
Control Power Box power supply unit
Signal Waveform Function
Alarm relay
Ejection relay
Stop/start/reset button
Output OUT1
ED/BS
Signalling
Belt block
Alarm reset
Buzzer/flashing light
Fig. II-39b N.B.: BS = transit speed
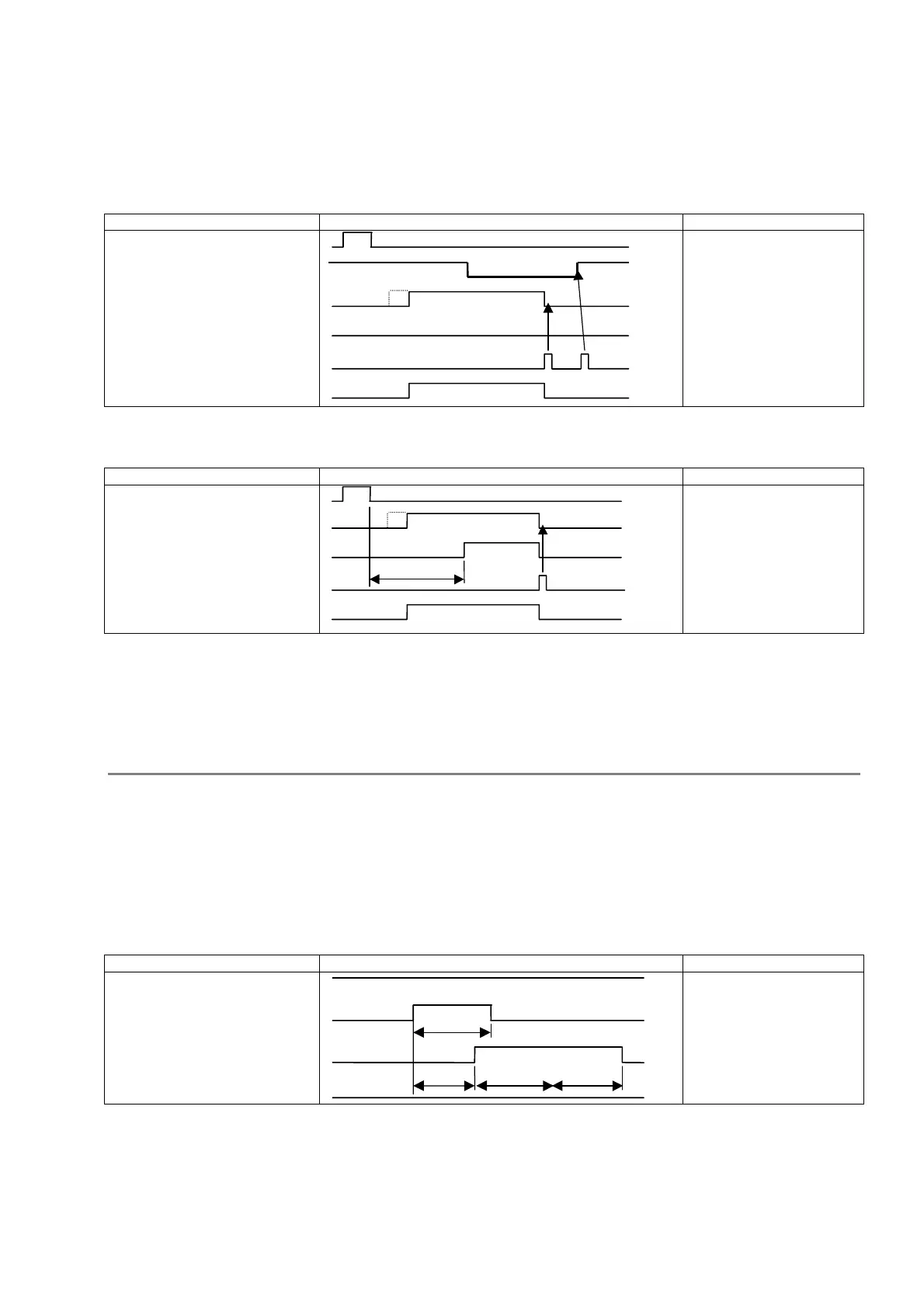
Automatic ejection with alarm synchronisation (EM=F)
Operation with automatic set-aside of contaminated material. The set-aside method can vary: an ejector may be used – without halting the
production line – or the material can be eliminated by using a retractable belt or by inverting the direction of the belt. This application is typically
used for loose material.
The mode allows the following settings to be selected:
–- alarm relay activation time (AT parameter);
– ejection distance (ED parameter);
– selection of activation time of the ejection relay (ET parameter).
Product: loose
Models: All models except THS/PH
Signal Waveform Function
Preceding conveyor relay
Alarm relay
Ejection relay
Output OUT1
ED/BS ET
t1
t1
None
Signalling
Ejection
Ejection
Fig. II-29c N.B.:
NOTE: BS = transit speed
Parameter AT is set to automatic (AT=A);
t1= alarm time, generally corresponding to the transit of the metal mass through the probe.