M-Series Operator’s Manual 4/9/15
Parameter 17 – Detector Location Return Point
A non-zero value specifies the number of the reference return point (entered into the WCS menu) directly above a
permanently mounted TT-1 tool detector. When the Auto function is called up in the tool offset library, the control will
position the table to the return point specified by this parameter, and touch the tool off the TT-1 Tool detector.
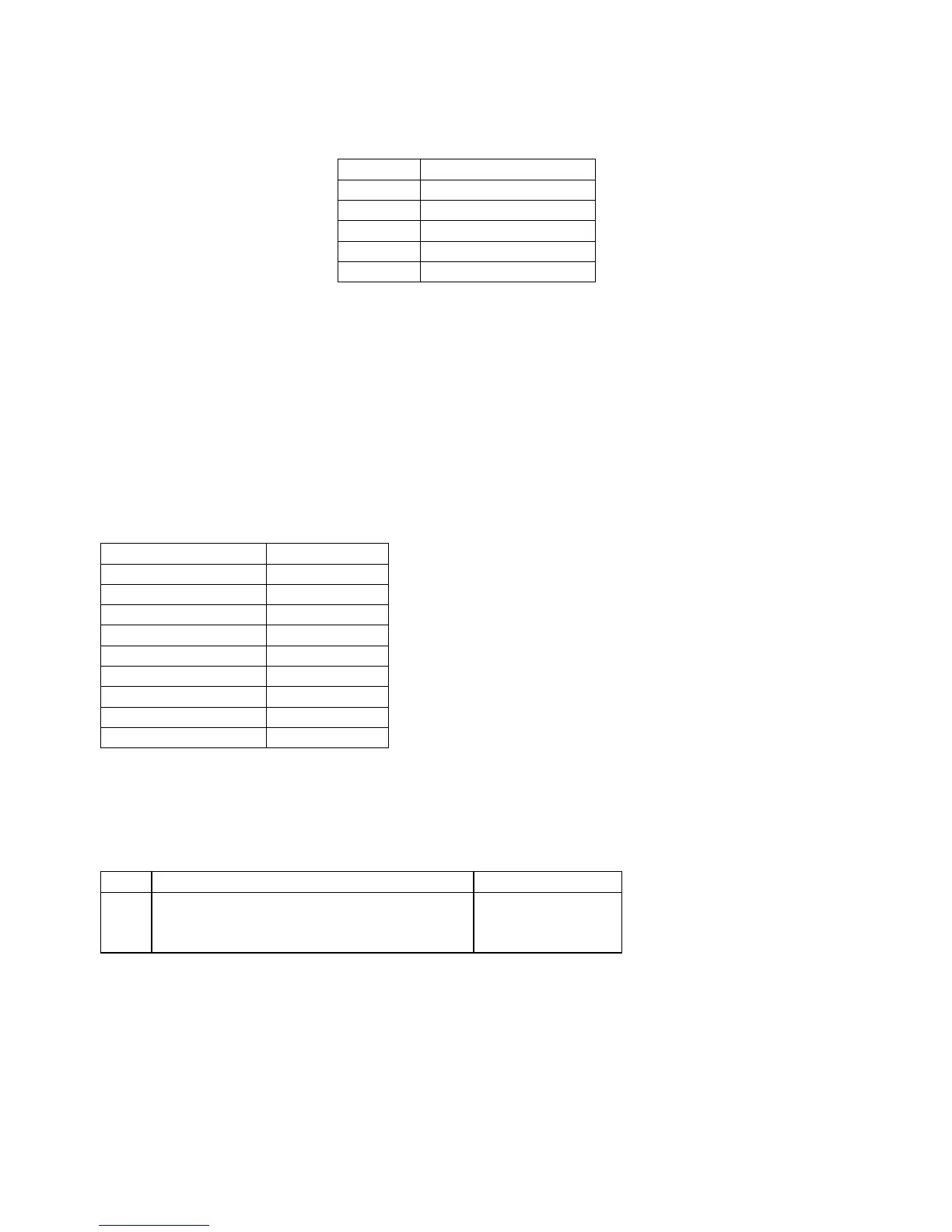
Entry Return Point
0 None
1 G28
2 G30
3 G30P3
4 G30P4
A zero indicates that the tool detector is no permanently mounted; automatic tool measurement will be performed
without X/Y axis movement.
Parameter 18 - PLC Input Spindle Inhibit Parameter
This parameter stores the input for the Spindle Inhibit feature. A negative value must be entered if a "normally closed"
probe is to be used with the control. A positive value must be entered if a "normally open" probe is to be used with the
control. The absolute value of Parameter 18 will directly reflect the PLC input the Spindle Inhibit is wired to. When
this parameter is set, Digitizing and Probing cycles will not run unless a probe or touch-off block is connected. This
parameter is used to prevent the tool or probe from crashing into the table. The default for this parameter is 0, which
disables this feature.
PLC Type/Model Input Number
Allin1DC 50771
MPU11 50771
DC3IO/DC3IOB 15
RTK3 15
Servo3IO/M15DRV1
5
PLCIO2 10
15/15 10
RTK2 10
Koyo ATC 2
Parameter 19 - MPG modes
The MPG is a hand-held device that is used as an alternate way of jogging the machine. This parameter defines the
MPG’s mode of operation.
Bit Function Description Parameter Value
2 Enable Z axis MPG* -- This will allow the z-
axis to be moved with the MPG while
running a job independent of the x and y axes
Yes = 4, No = 0
*PLC program interaction is needed for these features. The plc program is in direct control of MPG modes. Z-axis
MPG operation is not available with all controls.