174
3.4.2 Adjustment of the synergy variant
Both Tandem welding power sources have exclusive synergy characteristic
curves optimised for Tandem welding.
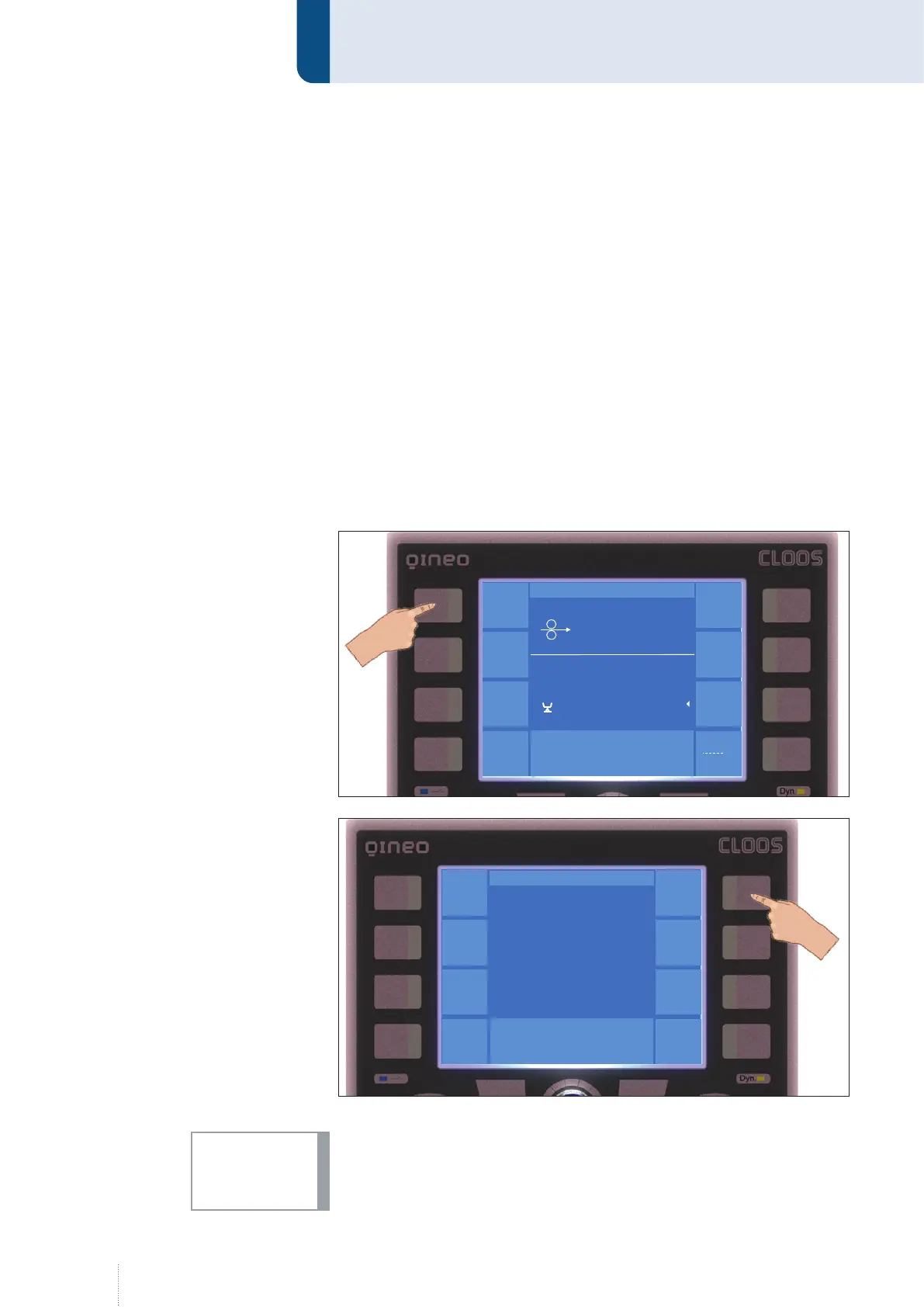
In the "Synergy variant" menu you determine the synergy characteristic
curves to be welded by the Qineo welding power source.
If Tandem synergy characteristic curves are available in the combination of
process, material, wire and gas, one "Tandem leading" variant is available
for the wire in front, and a second "Tandem following" variant for the wire
in the back (seen in welding direction).
For questions about the supported combinations, please contact CLOOS,
department for Application Engineering.
The single wire process variants are named "Standard".
It is recommended to adjust the option "Tandem following" in the slave
welding power source if "Tandem leading" is active in the master welding
power source and vice versa. Deviations are possible depending on the
application.
Synergie
Betr.
Verfahren
Funktion
M A I N
Program-
mieren
Messwerte
Anzeige
Puls 4 -Takt
Dyn.
8.5 m / min
-2
4
V
0
A
1.2 mm Fe
82% Argon 18% Co
2
0.0
C - Start
Blechdicke 8.5 mm
ASet 230 A
VSet 27.9 V
Verfahren
Material
Draht
Gas
S Y N E R G I E
Variante
Tandem führend
92% Argon 8% CO
2
V
0
A
1.2 mm Fe
92% Argon 8% Co
2
0.0
S- Puls
Fe
1.2 mm
S- Puls Extern Job 201
TANDEM 2 S- PULS ALTERN.
S- Puls Extern Job 201
TANDEM 2 S- PULS ALTERN.
INFO!