175
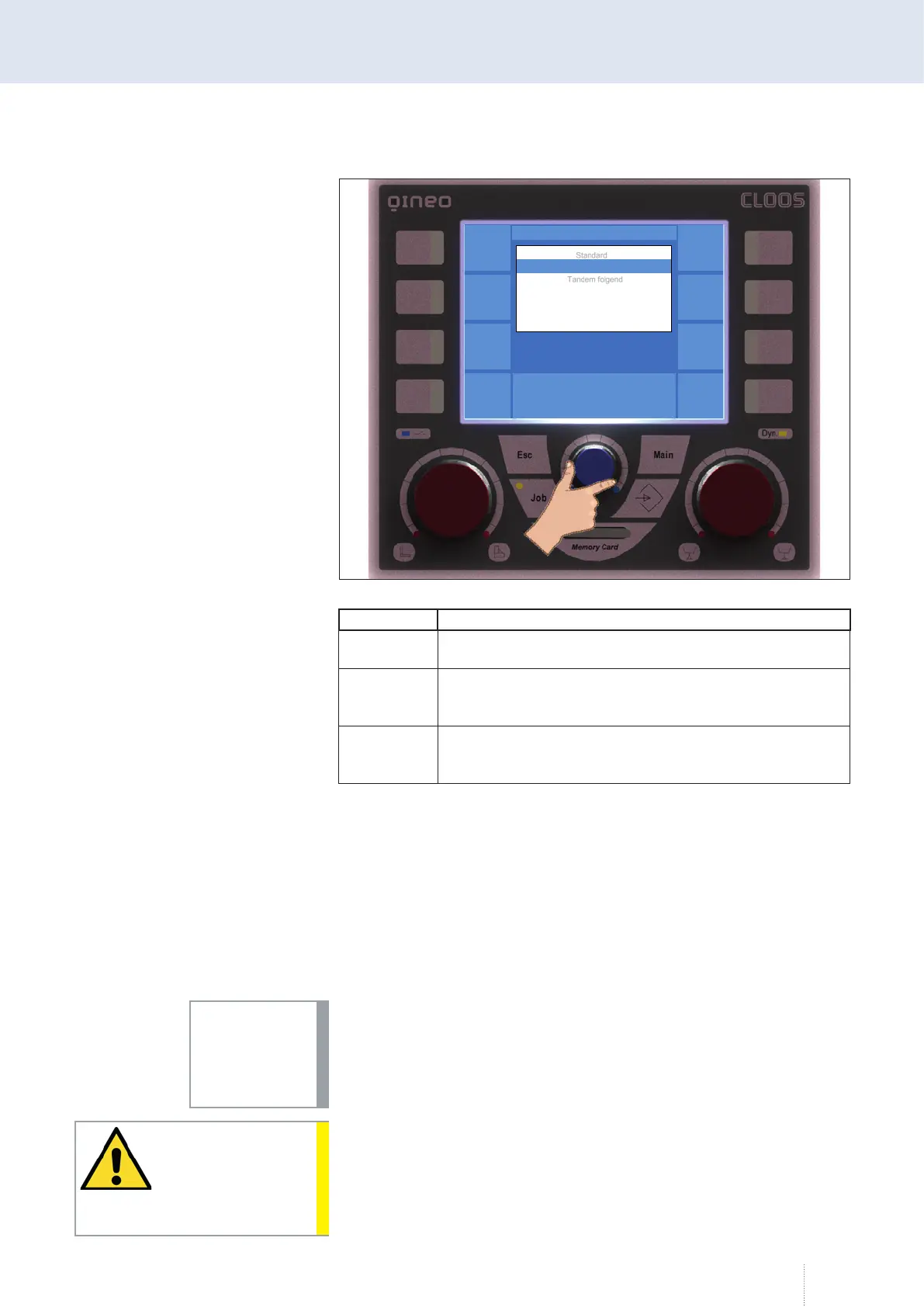
Synergy variant
Name Function
"Standard"
The synergy characteristic curve has been developed for
single wire processes.
"Tandem
leading"
The synergy characteristic curve has been developed for
Tandem processes for the welding wire in front (seen in
welding direction).
"Tandem
following"
The synergy characteristic curve has been developed for
Tandem processes for the welding wire in the back (seen in
welding direction).
3.4.3 "Active QWD" setting
A welding power source supports up to four wire drive units.
Single wire processes can be executed in Tandem mode either with a
Tandem torch or a standard MIG/MAG torch. As an example, the Tandem
torch is connected to "QWD1" and a single wire torch to "QWD2". With
a corresponding torch changing system you can automatically change
between the torches.
Precondition:
• All torches are connected with the welding voltage.
• The QWD corresponding to the used torch is activated in combination
with a torch changing system.
• Welding power source has recognised QWD.
When a QWD is activated, wire is fed from the torch in the case of a weld-
ing start! There is a risk of:
• Injury by the sharp wire tip
• Electric shock when touching the wire
• Arc formation between wire and machine parts
S ynergie - Variante
V
0
A
1.2 mm Fe
92% Argon 8% Co
2
0.0
S- Puls Extern Job 201
TANDEM 2 S- PULS ALTERN.
Standard
Tandem folgend
Tandem führend
INFO!
CAUTION!