76
MAIN (2) - Config (Configuration)
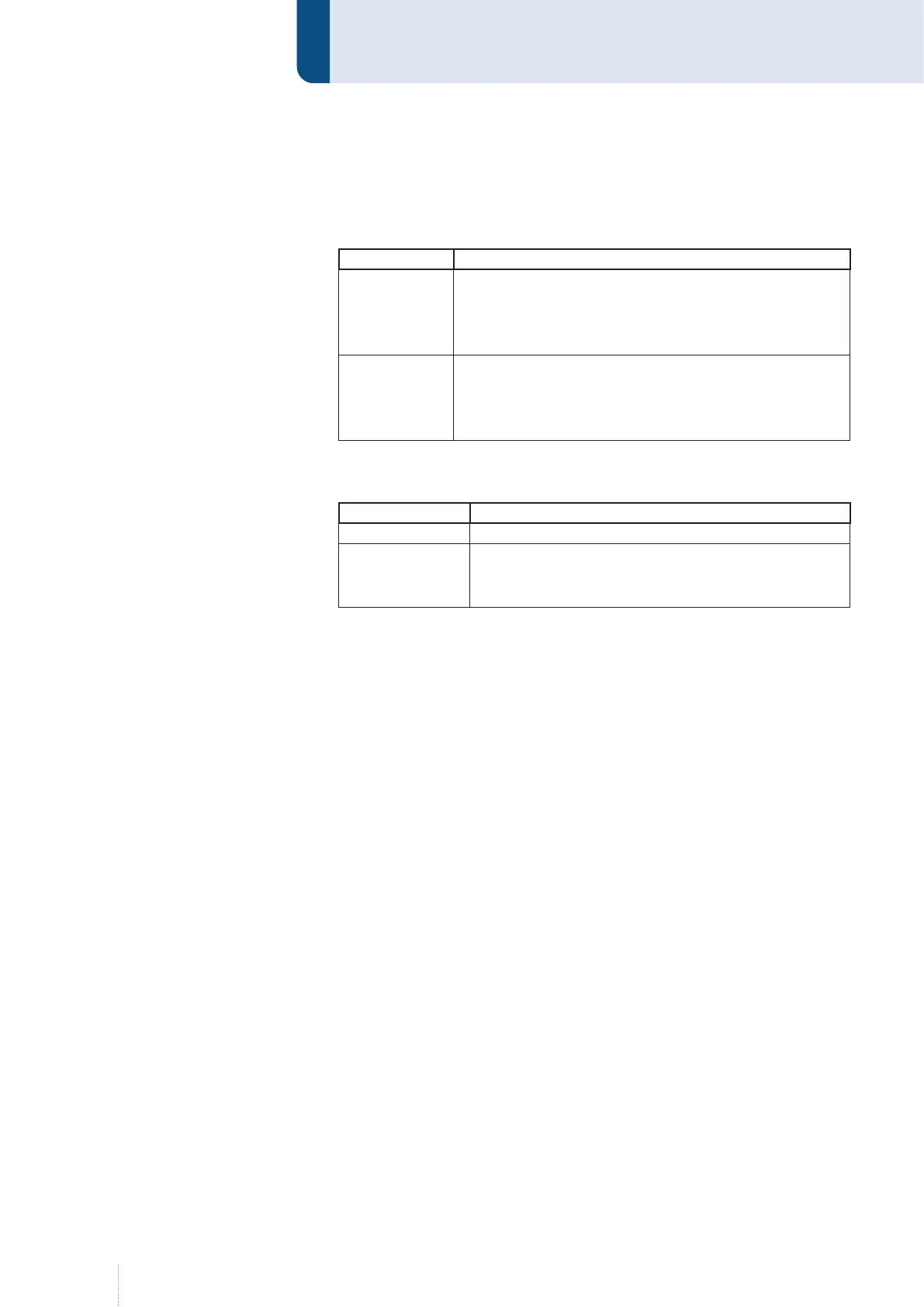
Fine adjustment variant
This menu item offers the "Arc fine adjustment" by means of a synergy
characteristic curve or the wire speed.
Name Function
“Wire”
• With this setting the arc length is corrected via the
adaptation of the wire speed.
Longer arc = less wire speed
Shorter arc = higher wire speed
“Characteristic
curve”
• With this setting the wire speed remains constant. The
arc length is adapted by moving the operating points
on the synergy characteristic curve. The wire speed is
not changed.
Polarity "+/-" connection
Function only available with AC welding power sources.
Name Function
"Standard" • Positive pole on welding torch
• Negative pole on welding torch
Recommended when changing to a TIG welding torch
or when using special stick electrodes.
Reset to factory setting
Press and hold (>3 seconds) the function "Reset to factory settings" in order
to reset all settings in the configuration menu and the job 0 to the pre-set
default values. After the Reset, the text will be highlighted yellow.
10.3.1.1 Config - General - Basic settings - Tandem
Define in this menu item whether the welding power source shall be "Mas-
ter" or "Slave" during Tandem operation. Read more information in chapter
"Basic configuration Operating mode "Tandem"" on page 169.
10.3.1.2 Config - General - Sense technology
In order to monitor the welding process, the terminal voltage is measured
on the welding power source and the voltage is measured close to the
welding process (torch).
These Sense lines have an immediate effect on the regulator settings of the
welding process. Thus, the sense technology supervises a differential volt-
age between the torch and the connections on the welding power source.
This function is only active during the "MAG Normal" process!
If the differential voltage exceeds a certain value, e. g. interruption of the
external welding current circuit, this would result in not controllable pa-
rameter settings.
If a defined differential voltage is exceeded, the system - for safety reasons
- immediately switches over to the terminal voltage of the welding power
source in order to prevent uncontrollable parameter settings.