59
7.3 Parameters in operating mode Spot Welding / Interval
If the operating mode "Spot welding" is active, you have to enter the values
for the parameters "Spot welding time" and "Pause time" (sec).
Function Correction value
Gas pre-flow Off, +/- 99
Inching-in +/- 99
Start time Off, +/- 99, tor
Starting power +/- 99
Upslope Off, +/- 99
Main power Absolute value m/min
DuoPulse modulation* +/- 99
DuoPulse frequency* +/- 99
Step modulation +/- 9.9 m/min
Number of steps Off, 1-10
Downslope Off, +/- 99
End crater filling time Off, +/- 99
End crater power +/- 99
Wire burnback +/- 99
Gas post-flow Off, +/- 99
Spot welding time Absolute value 0-99.9 sec
Interval time Absolute value 0-99.9 sec
* Display only if the function is active!
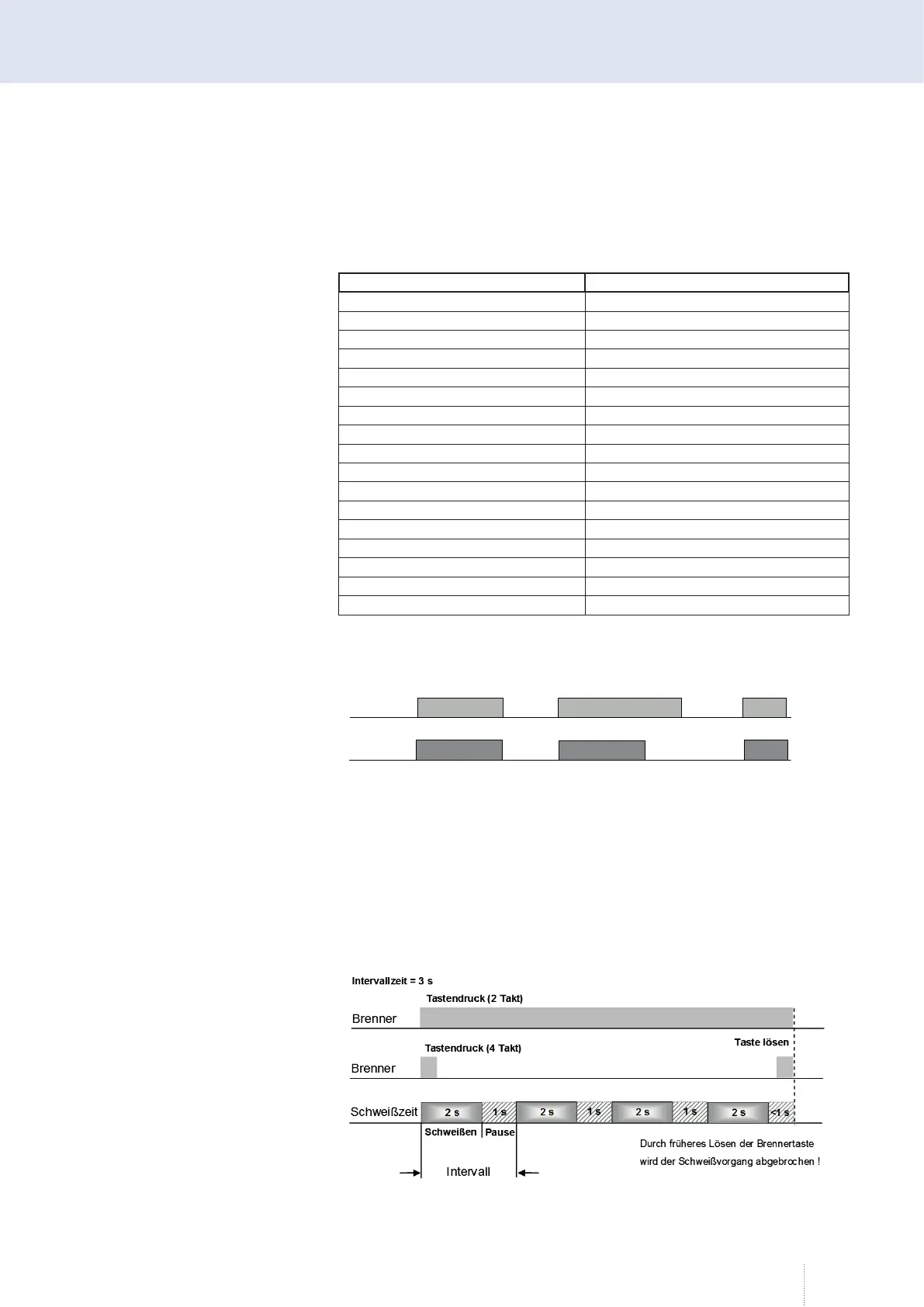
A "Spot welding time" between 0...99.9 s can be selected with rotary knob 3.
By tipping the arrow button on the right, you can enter the "Pause time".
If you enter a "Pause time", the interval function is started.
"Spot welding time" and "Pause time" are added and result in the "Interval
time".
1,5 s
2,0 s 0,8
1,5 s
0,8 s
Brenner
Tastendruck
1,5 s
Punktzeit
Punktzeit
Punktzeit
Durch früheres Lösen der Brennertaste
wird der Schweißvorgang abgebrochen !
Schweißzeit
Punktzeit = 1,5 s
1,5 s
2,0 s 0,8
1,5 s
0,8 s
Brenner
Tastendruck
1,5 s
Punktzeit
Punktzeit
Punktzeit
Durch früheres Lösen der Brennertaste
wird der Schweißvorgang abgebrochen !
Schweißzeit
Punktzeit = 1,5 s
Figure 13. Spot welding time
Figure 14. Interval time