47
3. MAIN - Synergy
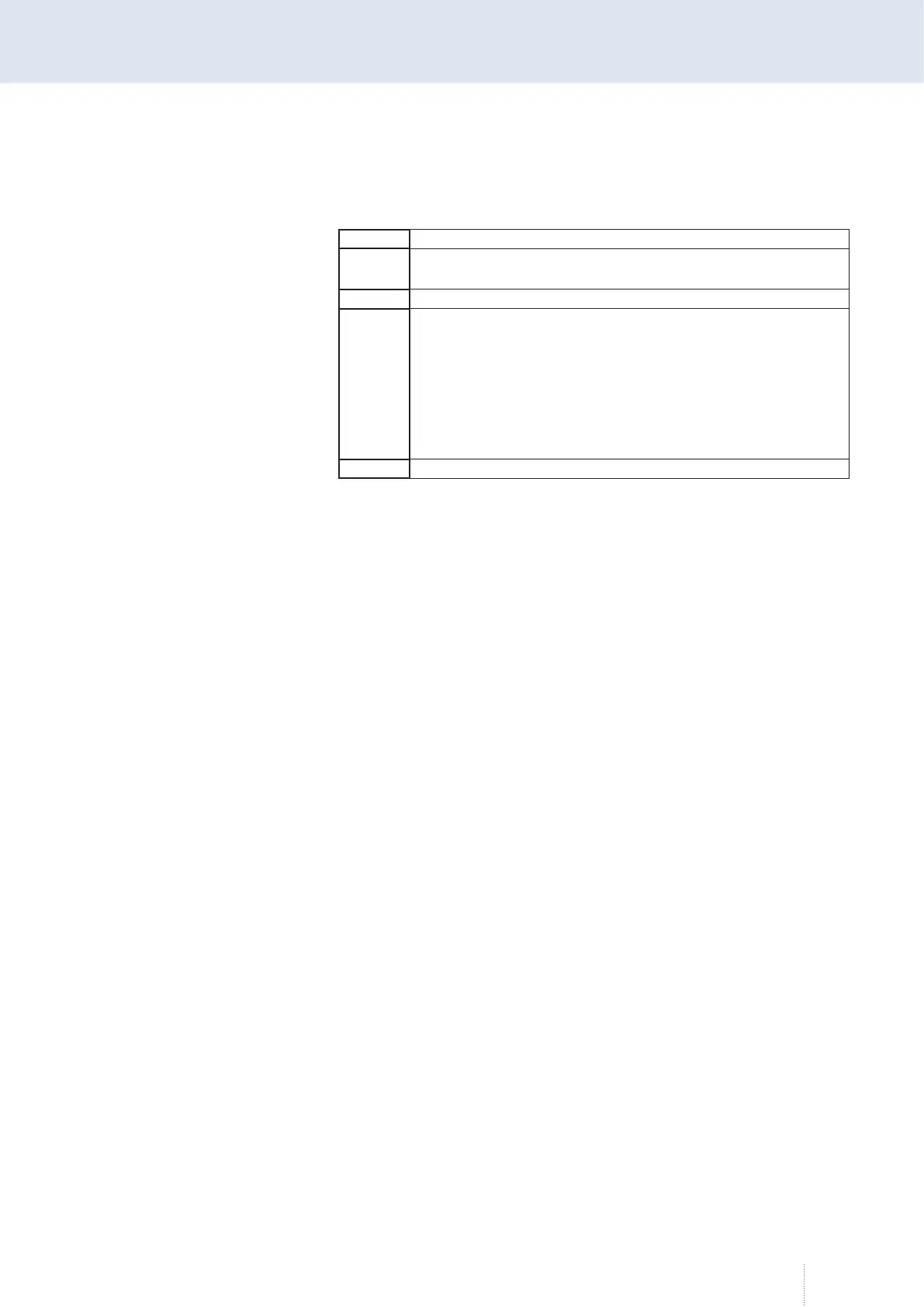
Processes Normal, S-Pulse, Pulse etc. according to characteristic curve data set
Material Fe, CrNi1.4316, AlSi, AlMg, AlMg4,5 Mn, CuSi, CuAl, Fe Basis, Fe Rut, Fe
Met
Wire 0.6; 0.8; 0.9; 1.0 ;1.2 ;1.4 ;1.6; 2.0; 2.4 (mm)
Gas
82 % argon, 18 % CO2
91 % argon, 4 % O2, 5 % CO2
92 % argon, 8 % CO2
90 % argon, 10 % CO2
95 % argon, 5 % CO2
100 % argon
97.5 % CO2, 2.5 % CO2
Variant Standard
Other gas mixtures are possible!
4. MAIN - Op. (operating modes)
The welding power source provides the following operating modes:
• 2-cycle
• 4-cycle
• Super 4-cycle
• Spot welding/Interval
• External
4.1 2-cycle
Operating mode 2-cycle is provided for short manual welds.
1st cycle --> Press torch trigger
• Solenoid valve for shielding gas opens
• Welding voltage is applied on wire electrode
• Wire drive unit starts with reduced speed (inching-in)
• Arc ignites, welding current flows
• Wire drive unit switches to the preset wire speed
2nd cycle --> Release torch trigger
• Wire drive unit stops
• Welding voltage is switched off after expiration of the "burnback time"
• Arc extinguishes
• Solenoid valve closes after expiration of the "gas post-flow time"