75
In this menu, the basic settings for the use of the welding power source are
made.
Start/End program in 2-cycle mode
For welding applications it is often not required to use start and end crater
programs (e.g. frequent spot welding).
Therefore, you have the option to switch off this function. You can choose
between the settings "On" and "Off". This modification becomes only effec-
tive when the characteristic curve is called up again.
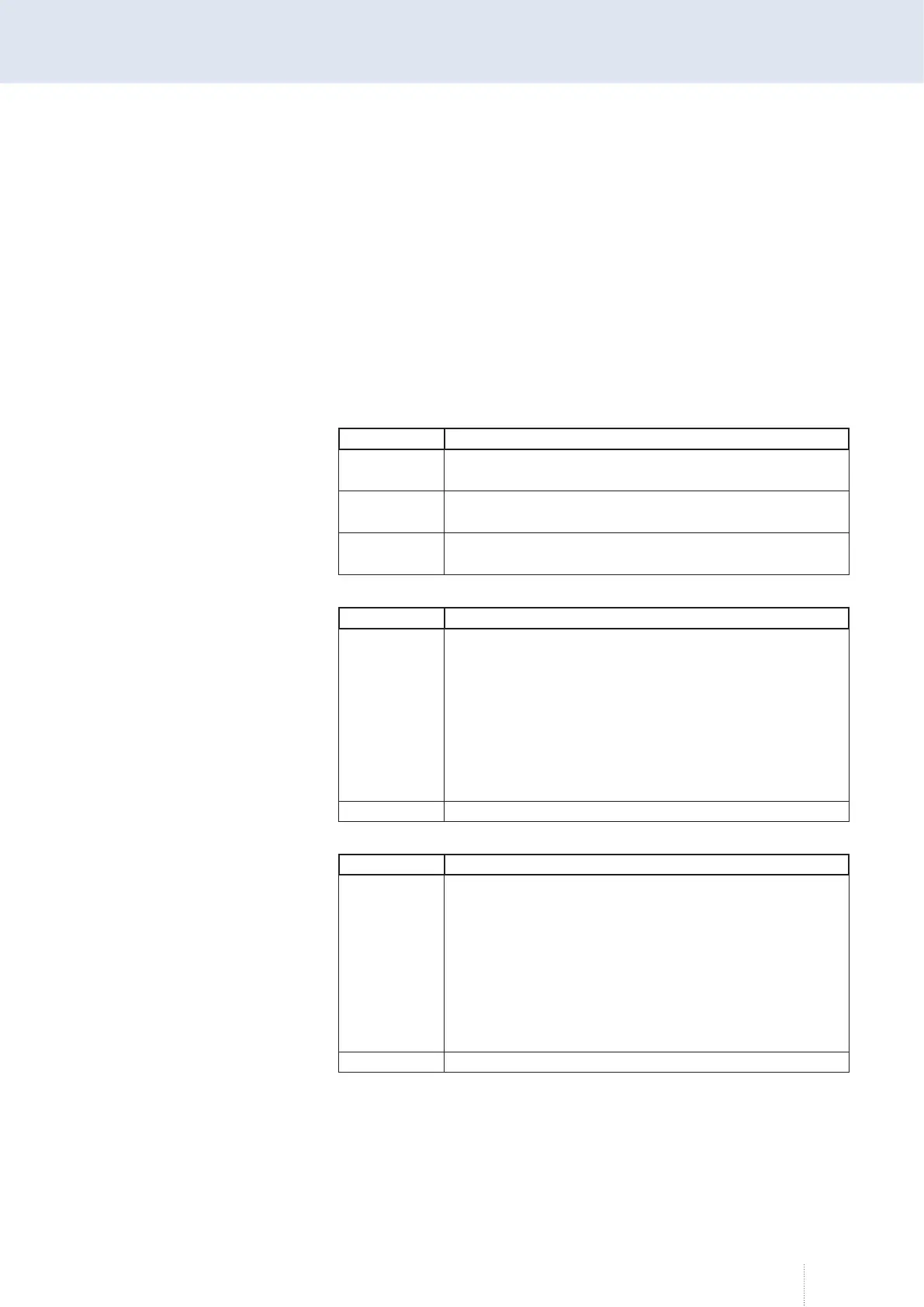
External control
• Number of control voltages
Name Function
"0"
• If the robot shall only set the job number, but no other
parameters.
"2"
• If the robot shall set the two parameters “Arc length”
and “Power”.
"3"
• If the robot shall set the three parameters “Arc length”,
“Power” and “Dynamics”.
• External process selection
Name Function
"Off"
• If two different processes are executed at the same
time with a Tandem torch.
• If variants of synergy characteristic curves are used.
• If a correction value for Upslope or Downslope was set
and the robot changes the process during operation.
The correction value is also taken over for the following
process! If you do not want this behaviour, we recom-
mend to change the process via a job change.
"On" • If the robot shall pre-set the welding process.
• Qirox parameters
Name Function
"Off"
• If the welding power source shall pre-set the welding
parameters.
Necessary if no other welding parameters shall be trans-
ferred from the robot to the welding power source during
job operation.
The values for "Number of control voltages" and "External
process selection" have an indirect influence on these
parameters and can be set separately.
"On" • If the robot shall pre-set the welding parameters.