Chapter 7 Fastening Instructions
PAGE 7-31
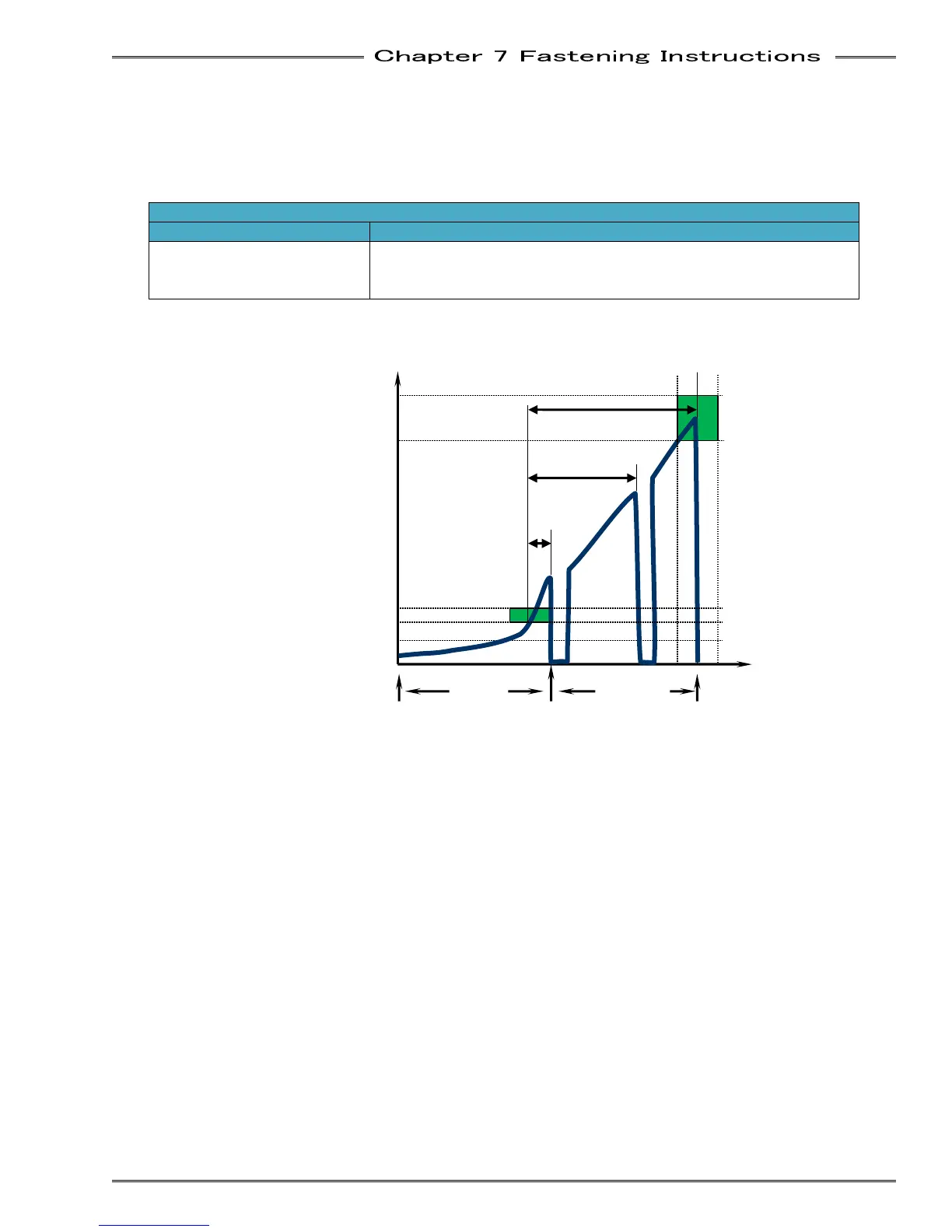
<SNUG Torque Check>
P
Because Final Angle is measured from the point where the desired SNUG TORQUE is reached, it
may be critical in certain applications to monitor this torque. This is especially true for Angle Control
operations, where overshooting of the SNUG TORQUE could effect the Final Torque values.
SNUG TORQUE HIGH LIMIT
Reduced joint compression.
Increased joint friction.
Incorrect parameter set-up.
<Rundown Revolution Check>
Rundown Revolution High and Low Limits can be set to identify fasteners that may be too long or too
short for normal operations or for a redundant check for bolts that reach torque but are not seated. This
is especially the case where different length fasteners are used and placed by hand. The number of
rundown revolutions until fastening end is monitored and judged. Rundown Revolutions is measured
from the start of revolution to fastening end. This can be used in conjunction with the Low 1st Time Limit.
Note: Since fastener engagement is not always 100% guaranteed (and this is counted as revolution),
bolt length differences must be enough for detection without setting limits too tight or problematic rejects
may occur. Also, if bolts are hand started (with a variable starting point) this function is not recommended
unless the bolts are pre-started to the same point every cycle.
Torque
Angle/Time
1
st
Time
2
nd
Time
Standard Angle
Ramp Down Start Torque
1
st
Angle
2
nd
Angle
Snug Torque
Snug Torque High Limit