Chapter 8 System Operation
PAGE 8- 10
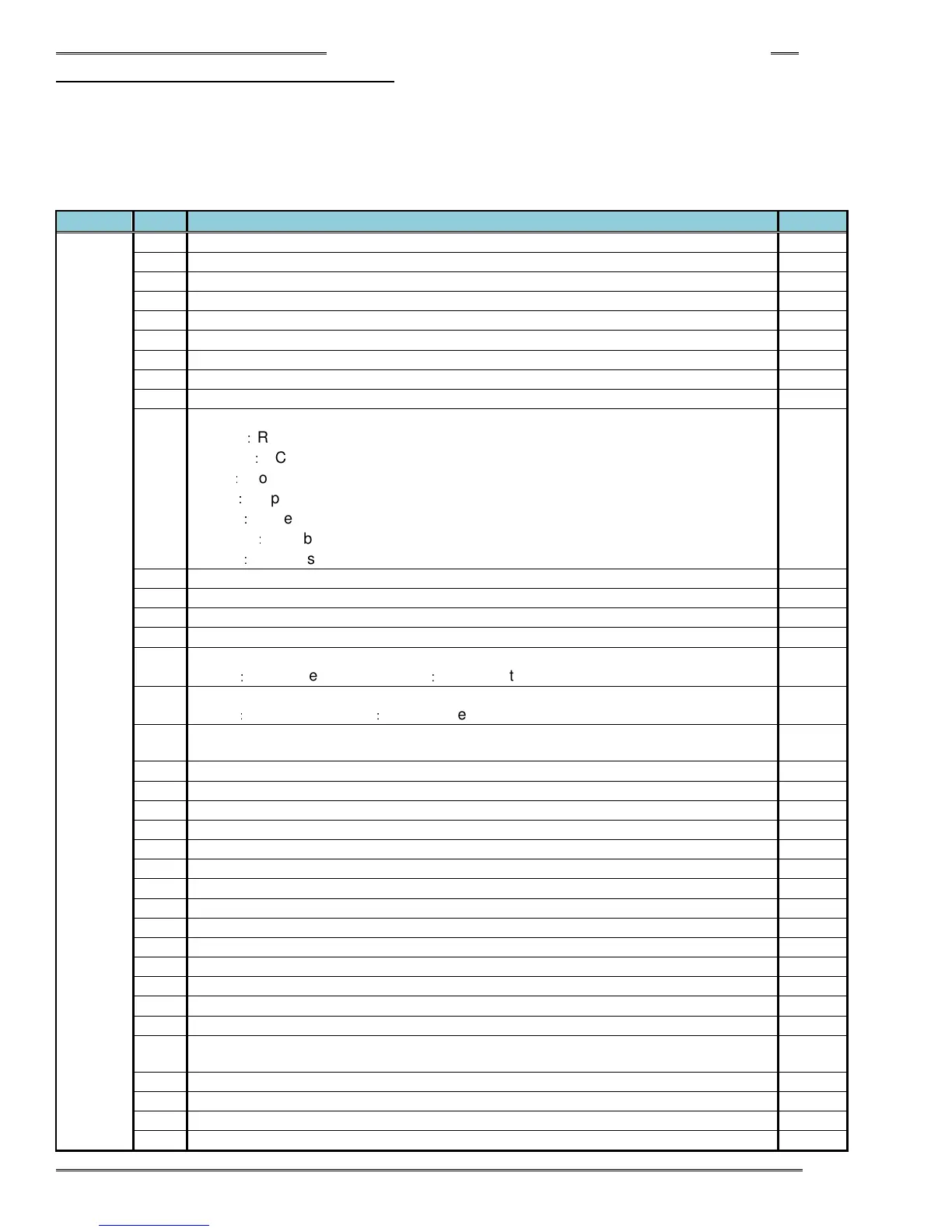
8-3-3 Fastening Result Display Mode
The following data is displayed in Fastening Result Mode. In the fastening result mode, “r.” is indicated at
the 100s digit of the PAR No. indication part and the parameter No. (01 to 32) of the fastening operation that
was performed is indicated by the 10s and 1s digits. By pressing the [▲] or [▼] push-button, the “D-NO”
can be changed ±1. The numbers can be advanced 5 at a time by holding the [▲] or [▼] push-button longer.
*If fastening has not been started, “r.00” is displayed.
r.01~32
Peak Torque H/L Nm
Final Angle H/L deg
Rate 1 H/L Nm/deg
Rate 2 H/L Nm/deg
Rate 3 H/L Nm/deg
1
ST
Time H/L sec
2
ND
Time H/L sec
Cycle Time sec
Differential Angle H/L deg
009
Fastening Result
reject
:
REJECT(Fastening NG)
accept
:
ACCEPT(Fastening OK)
abn
:
Stop by ABNORMAL(Abnormal occurs) signal
stop
:
Stop by loss of the STOP (Emergency Stop) Signal
reset
:
System clear by RESET(Reset) Signal
bypass
:
Stop by BYPASS(Bypass) Signal
st-off
:
START signal loss during BUSY (while operating) signal
1st NG item (The D-No. of the fastening NG item that occurred first is displayed)
Rate 1/2/3 judgment H/L
Fastening method (trq: torque method, ang: angle method, offset: offset check)
Number of fastening steps
014
Self-Check Flag (SC)
ON
:
Check Performed OFF
:
Check Not Performed
015
Reverse Flag (RV)
ON
:
Reversed OFF
:
Not reversed
016
Servo lock flag (SL)
ON: servo lock performed OFF: servo lock not performed
Nm
1
st
Peak Torque tq Nm
2
nd
Peak Torque tq Nm
SNUG Torque Judgment tq H
Final Torque (Offset Torque) tq H/L Nm
Rate 1 Incremental Torque Nm
Rate 1 Incremental Angle deg
Rate 2 Incremental Torque Nm
Rate 2 Incremental Angle deg
Rate 3 Incremental Torque Nm
Rate 3 Incremental Angle deg
Peak Current during fastening H/L (Current High/Low Limit Warning Display) A
Rundown Revolutions H/L Rev.
Load Factor %
Current (Amp) Value at the time when fastening is completed A
031
Operation Sequence Number “—“ in the case of Single System or SLAVE
Axis cycle count (×1 million) * “--" if less than 1 million cycles
Axis cycle count (×1)
Tool cycle count (×1 million) * “--" if less than 1 million cycles
Tool cycle count (×1)