Doc #: L-2600-1023 Page 29 Rev. 02
3.3.1.6 1 Part Detector Pass
The “1 Part Detector Pass” channel logic
type is used to monitor ejection for parts
that are not completely out of the die area
when they are first detected by the channel
input sensor. The channel logic looks for
one part to be sensed during the timing
window, and also looks for the part to be
past the sensor at the end of the timing
window. By the end of the timing
window, the part should be completely
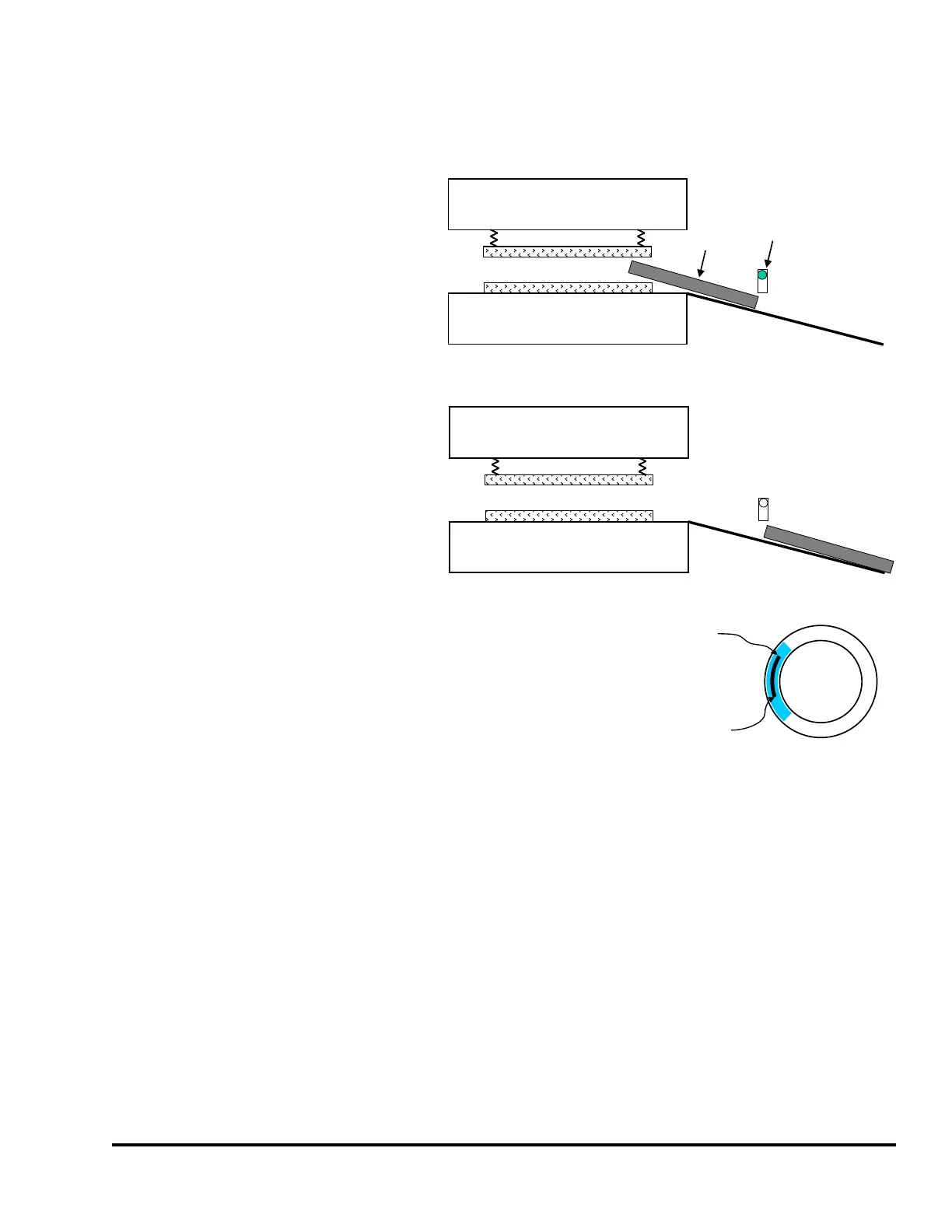
past the sensor. Figure 17 shows an
example of an exiting part sliding down a
chute. When the sensor first detects the
leading edge of this part, the trailing edge
of the part is still in the die area.
Detection of the leading edge of this part
does not ensure that the part is totally out
of the die area. The only way to ensure
that the part is completely out of the die is
to require that it be completely past the
sensor by the end of the timing window.
The “1 Part Detector Pass” channel type timing requires that
the input sensor detect the part during the timing window only.
The sensor cannot detect the presence of the part at the
beginning or at the end of the timing window, but it must detect
the presence of the part during the timing window. In other
words, this type requires that the sensor NOT be active when
the window turns ON, become active at some point during the
window, and not be active at the end of the window. With “1
Part Detector Pass”, it is required that the part completely
passes the sensor by the end of the window. The timing is
shown in Figure 18.
Note that the sensor is not allowed to become active outside the window or a fault will be generated.
This provides protection against a part ‘bouncing’ on a probe-type detector and satisfying the die
protection input erroneously.
The “Input Type” of the sensor being used to verify part detection can be “Normally Off” or “Normally
On”. The sensor will switch from its normal state when the part is being detected. When a “Normally
Off” sensor is being used to sense part out; the sensor will be “Off” when the part is not in the sensor,
and will be “On” when the part is in the sensor. When a “Normally On” sensor is being used to sense
part out; the sensor will be “On” when the part is not in the sensor, and will be “Off” when the part is in
the sensor.
Upper Die
Lower Die
Part
Sensor
When the part is first detected, its
trailing edge is still in the die area.
The part is completely out of the
die area when it passes the sensor.
Upper Die
Lower Die
Figure 17: “1 Part Detector Pass” Input Example
0
180
90270
One Part Pass
Part MUST Exit
In Timing Window
Part MUST Enter
In Timing Window
Figure 18: Timing Window Example
for a “1 Part Detector Pass” Input