Doc #: L-2600-1023 Page 32 Rev. 02
3.3.1.9 Transfer
“Transfer” type inputs are used to monitor automatic transfer mechanisms. Some progressive dies cut
the part away from the stock at an early stage in the die. Automatic transfer mechanisms are then used
to move the separate pieces to the next stage in the die. Each gripper on the transfer mechanism should
have a sensor to detect that each part is in place in the transfer mechanism. These switches can be wired
to channel inputs programmed as “Transfer” type to monitor the mechanism for dropped parts during the
transfer.
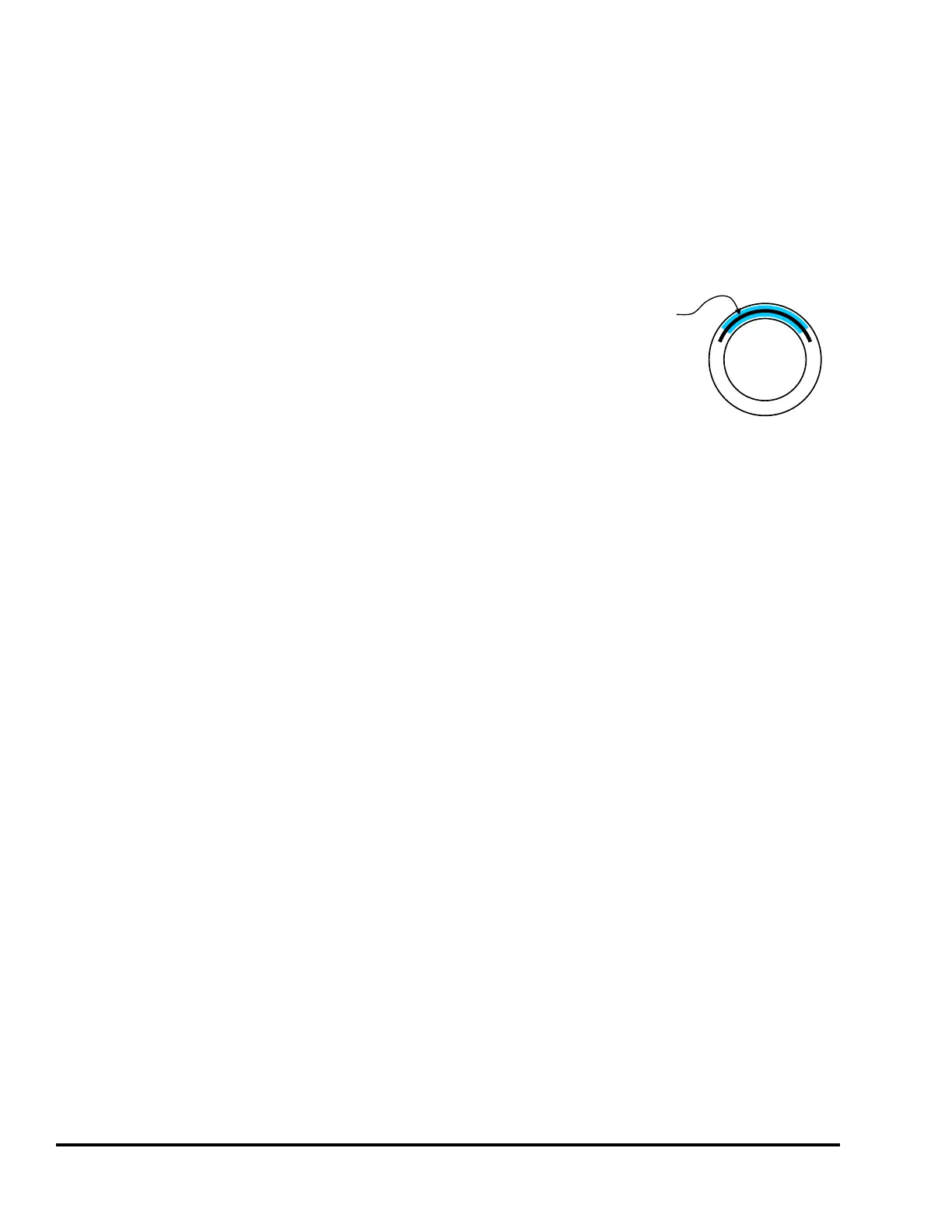
When programming a channel for “Transfer” type, the
operator must enter crankshaft angles to mark the “Window
On” and “Window Off” points for a timing window during
which the transfer will occur. The “Window On” setpoint
should be set to an angle just after the part is gripped. The
“Window Off” setpoint should be set to an angle just before
the part is released into the next stage of the die. The timing is
shown in Figure 23. The sensor must signal that the part is
present for the entire timing window. In addition, the sensor
must signal that the part is not present sometime during the
press stroke. If the sensor does signal that a part is present for
an entire press stroke, a sensor failure is assumed and a stop signal will be issued.
An additional feature of Transfer type inputs is the “Delay Time” parameter, which is programmed by
the operator. A programmed time of zero forces ordinary operation of the transfer input as described
above, i.e., if the sensor does not report the part present through the entire timing window, a fault will
occur immediately. However, if a value other than zero is programmed the channel input is allowed to
signal a missing part for the length of time programmed without a fault occurring. If the input does not
signal a part present before the time expires and the timing window is still in effect, a fault is generated.
This allows the operator to avoid nuisance faults from sensors that 'bounce' open or closed momentarily.
The delay time can range from 0 to 65535 milliseconds (65.535 seconds) in 1 millisecond increments.
The “Input Type” of the sensor being used to verify part detection can be “Normally Off” or “Normally
On”. The sensor will switch from its normal state when the part is being detected. When a “Normally
Off” sensor is being used to sense the part; the sensor will be “Off” when the part is not in the sensor,
and will be “On” when the part is in the sensor. When a “Normally On” sensor is being used to sense the
part; the sensor will be “On” when the part is not in the sensor, and will be “Off” when the part is in the
sensor.
3.3.1.10 Part Detect Anywhere
The “Part Detect Anywhere” type is distinct from the other part detect types in that is does not use a
timing window, never issues a stop, and its only effect is to drive a sensor-based counter. This type is
always “looking” to see a part, including when the press is not running. This can be especially useful if
“watching” for parts to come off of a conveyor as they drop into a bin. Even after the press stops
running, parts may be queued on the conveyor and still be dropping past the part sensor.
This type uses the “Separation Time” parameter to prevent false multiple counts from thin and/or
tumbling parts. After a part is detected, a new part will not count until the separation time has passed.
0
180
90270
Transfer
Part MUST be Present
Through The Entire
Timing Window
Figure 23: Timing Window Example for
a “Transfer” Input