2. CNC Monitor Screen
2.3(I) Tool Offset (L system)
(Refer to "2.3 (II). Tool Offset (M system)" for Machining center system)
I - 44
2.3.2.1 Manual Tool Length Measurement I
(1) Outline
This function automatically calculates the amount of tool length compensation, by moving the tool to
the measurement point with the manual feed. There are two types of measurement methods in manual
tool length measurement I: the base point method and the measurement value input method. The
required method is selected by setting parameter “#1102 tlm”.
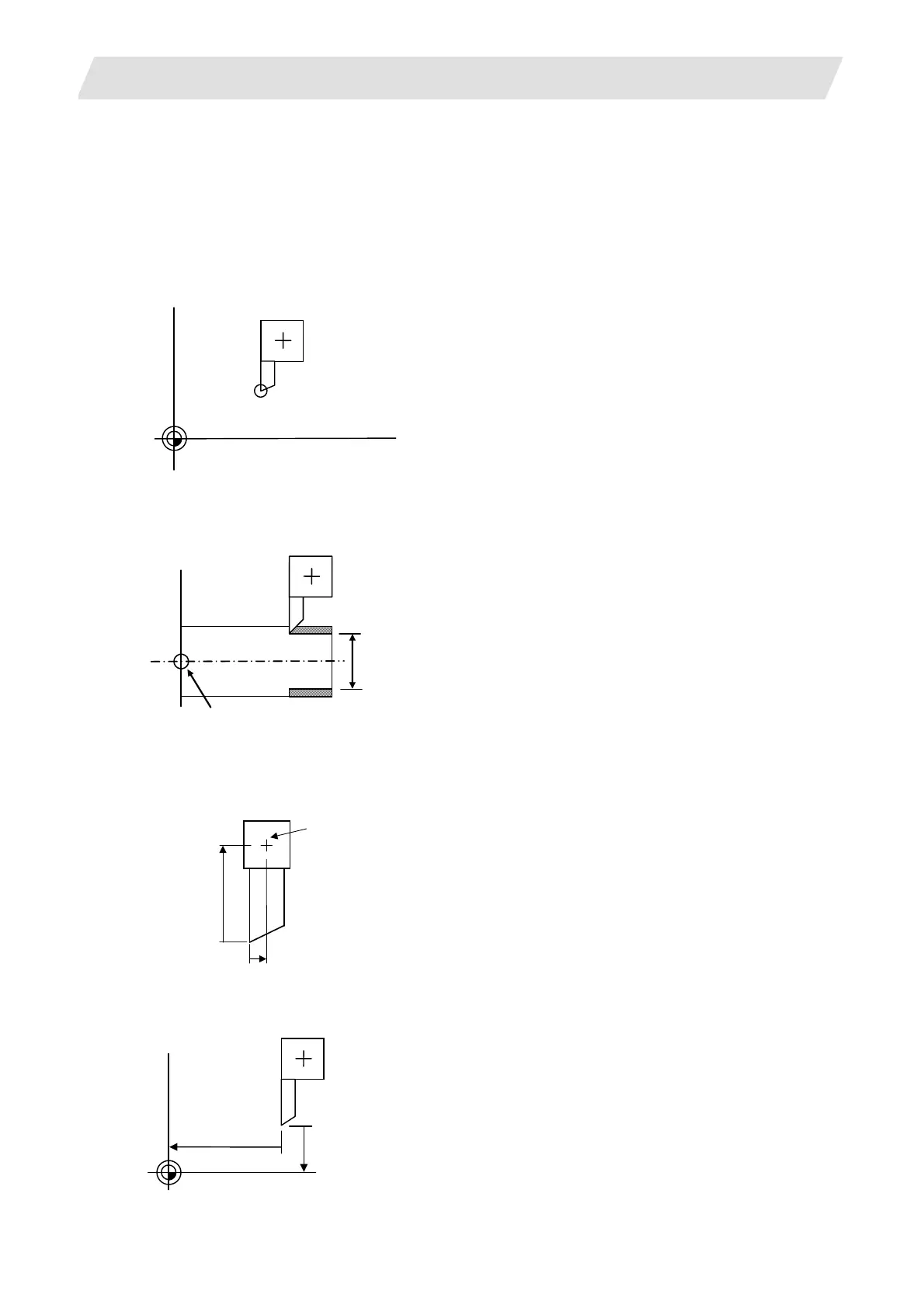
(a) Base point method
Obtain the tool length with the tool nose placed on the measurement point.
Measurement point
(b) Measurement value input method
Actually cut the workpiece. Measure its dimensions, and obtain the tool length from the measured
values.
Workpiece
Measurement base point
Measurement value
(Note) The tool length from tool length measurement I is as follows, depending on the whether the 1st
reference point coordinate values have been set.
If the 1st reference point coordinate values have been set:
X-axis tool
length
Tool base position
Z-axis tool length
If the 1st reference point coordinate values have not been set:
Z-axis tool length
X-axis tool length
Set the measurement point in parameter “#2015
tlml” beforehand.
The measurement base point is characteristic fo
each machine (the center of the chuck face, etc.).
If the 1st reference point coordinate values have
been set, the tool length is the distance from the
tool's hypothetical nose to the tool base position.
If the 1st reference point coordinate values are set
to 0, the tool length is the distance from the tool's
hypothetical nose to the machine base position.
 Loading...
Loading...







