6. Operation Panel Switch Functions
6.15 Handle Interruption
II - 28
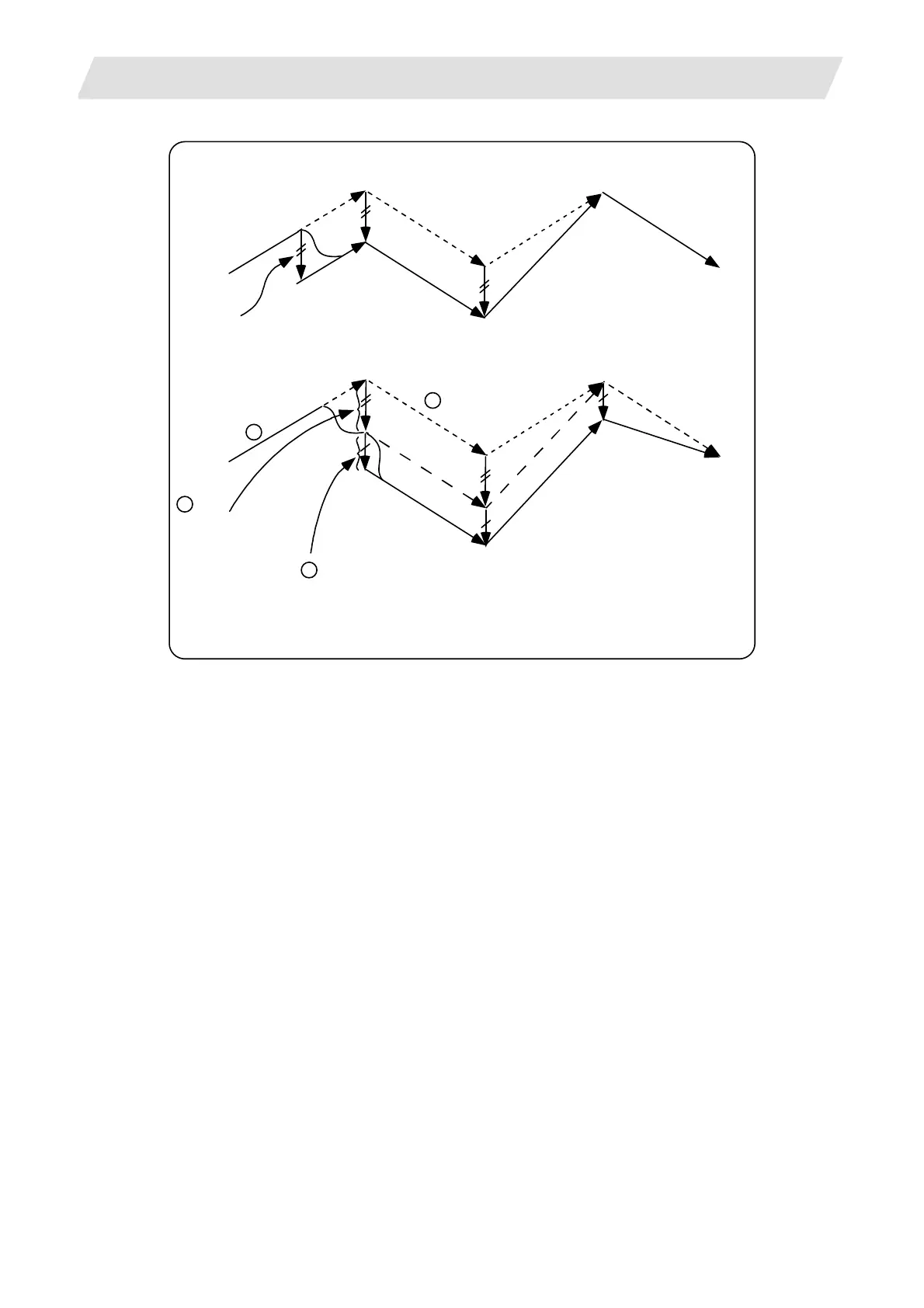
Program path
(G90 X_ Y_ ;)
Distance of interruption
in block execution
Path after interruption
(Absolute value mode, program absolute
value update valid, continuous operation)
Program path
(G90 X_ Y_ ;)
Distance of interruption by manual handle
Path after interruption
Distance of interruption in block execution
Path after interruption
A
A
B
B
6.15.6 Handle Interruption in Tool Radius Compensation
Special movement described below relates only to the tool radius compensation plane axis. It has no
influence on the other axes.
At time of tool radius compensation (G41, G42):
In incremental value mode — The quantity of deviation equals the distance of interruption.
In absolute value mode — If handle interruption is executed in the block for which tool radius compensation
(G41, G42) is being executed, the proper tool path will return in the succeeding block. This rule applies
only when the program absolute update is active during single block running. If program absolute update is
active during continuous running, the proper tool path will return with the following:
• Executing the command in the fourth block after the one for which the interruption has been
completed.
At this time, four or more blocks may not exist between
• Block for which the interruption has been completed and
• Block that contains the tool radius compensation cancel command (G40).
In this case, the proper tool path will return at the block next to the tool radius compensation cancel
command (G40).
 Loading...
Loading...







