2. CNC Monitor Screen
2.3(I) Tool Offset (L system)
(Refer to "2.3 (II). Tool Offset (M system)" for Machining center system)
I - 50
2.3.2.2 Manual Numerical Command Operation on the TOOL DATA Screen (M, T)
When
carrying out a manual numerical command of the TOOL OFFSET screen, the mode must first be
changed from the normal data setting mode to the manual numerical command mode. M and T commands
can be executed by screen operation in this mode.
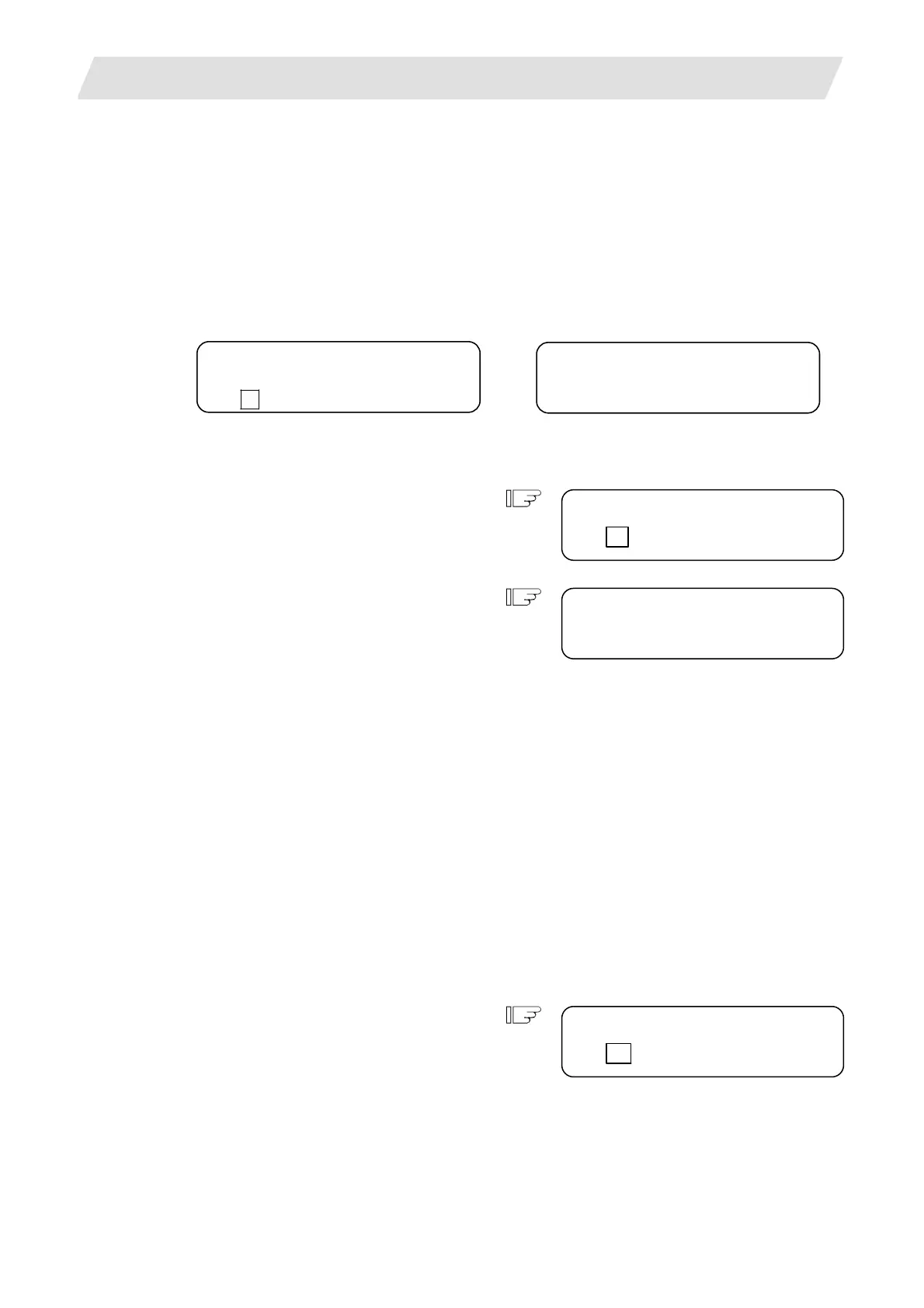
(1) Changing from the normal data setting mode to the manual numerical command mode
A cursor appears in the data setting area in the normal data setting mode, but a cursor does not appear in
the manual numerical command mode. Confirm that the mode has changed over by checking this
difference.
<Normal data setting mode> <Manual numerical command mode>
T M
#( ) DATA ( )
T M
#
DATA
The operation is as follows:
(a) Set "M"(manual) in the first set of parentheses in
the setting area.
This operation is the same for M or T
commands.
(b) Press the [INPUT] key. The mode changes to the
manual numerical command mode.
The data in the setting area is cleared,
and the cursor disappears from the
screen.
(2) Executing the manual numerical command ..... Carry out this step after (1) above.
1. Press the address key corresponding to the command. The display area of the corresponding
command value is highlighted, and a manual numerical command input status results. Execute tool
function commands with "T", and miscellaneous function commands with "M".
2. Key-input the numerical value to be commanded.
3. Press the [INPUT] key. The command is executed.
(Note) The manual numerical command operation is the same as the operation on the POSITION screen.
Refer to the section on manual numerical commands for the MONITOR and POSITION screens for
details.
(3) Operation for returning the mode from the manual numerical command mode to the normal data
setting mode
Press the [↓] key. The normal data setting mode
returns.
The cursor appears in the first set of
parentheses, and the normal setting
mode is enabled.
T M
#( M
) DATA ( )
T M
#( ) DATA ( )
T20 M6
#(
) DATA ( )
 Loading...
Loading...







