Cycles
9.10 Oscillating plunge cutting - CYCLE426
Surface grinding
Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
177
9.10 Oscillating plunge cutting - CYCLE426
Programming
CYCLE426( N_SITZ, XSTART, XEND, YEND, ZEND, ZU_ART, KS, Y_A_LU, Y_A_SR,
Z_A_LU, Z_A_SR, LUZ, SRZ, N_FR, A_HEB, FR, FX)
Parameter
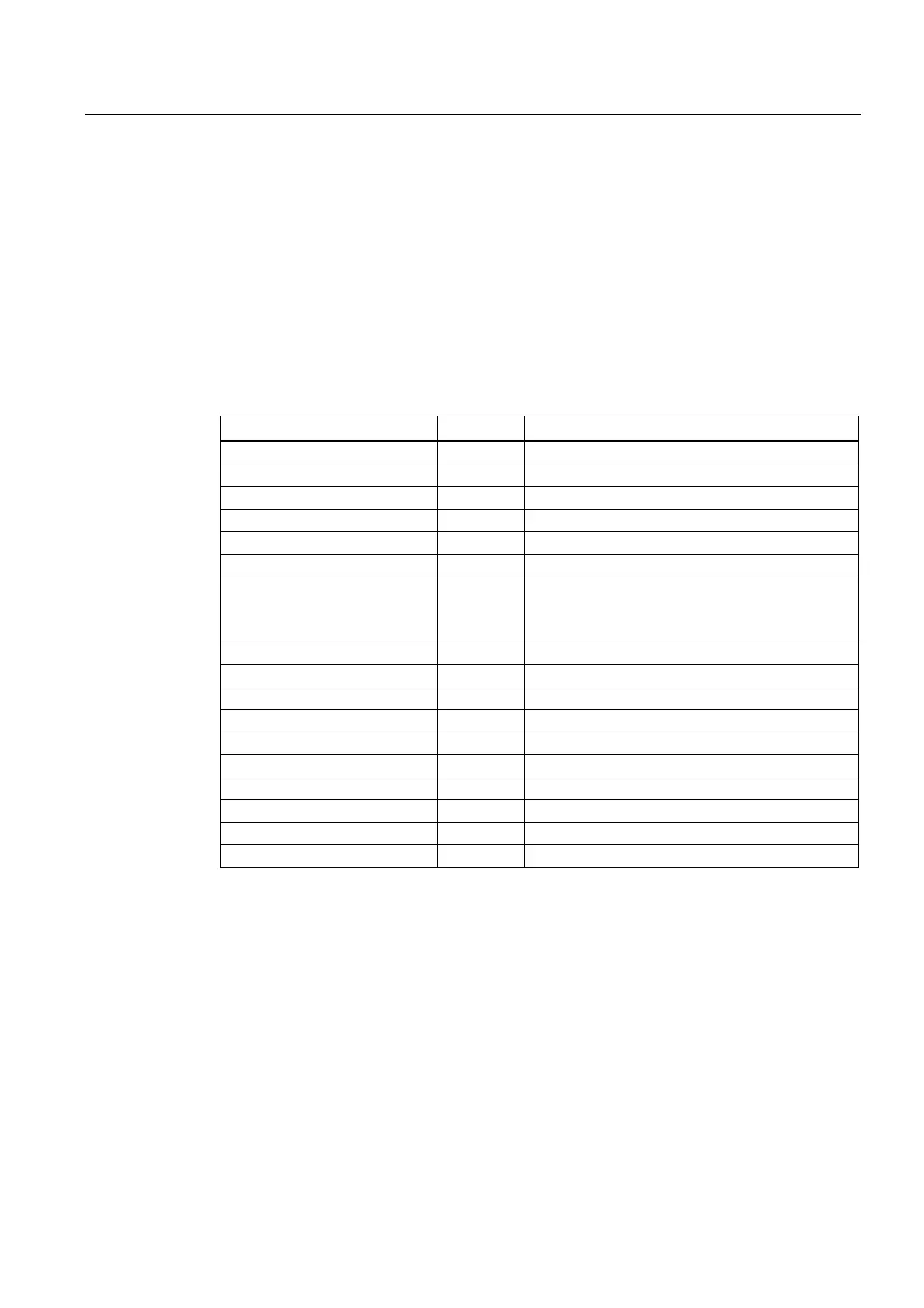
Table 9- 6 Parameters of CYCLE426
Parameter Data type Meaning
N_SITZ INT Seat number
XSTART REAL X axis starting position (abs)
XEND REAL X end position
YEND REAL Y end position
ZEND REAL Z end position
ZU_ART INT Infeed left/right/both sides
KS INT with structure-borne noise
0=no
1=yes
Y_A_LU REAL Air grinding allowance (incr.)
Y_A_SR REAL Allowance (incr.)
Z_A_LU REAL Air grinding allowance (incr.)
Z_A_SR REAL Allowance (incr.)
LUZ REAL Air grinding feedrate, per stroke
SRZ REAL Infeed per stroke
N_FR REAL Number of sparking-out strokes
A_HEB REAL Retraction amount (incr.)
FR REAL Feedrate at reversal point
FX REAL Table feedrate
Function
The oscillating plunge cutting cycle is called for the purpose of machining a slot or surface
that is smaller than the wheel width. It can also be used for grinding front faces. The surface
concerned is ground using the oscillation method.
Infeed takes place at the reversal points. Intermediate dressing, interruption and use of the
handwheel are all supported.
The keys will only ever respond at the end point.
At the end, the tool retracts or grinding continues with a different technology.
Infeed is possible in the Y or Z directions and the Z value can be either negative or positive.