Programming
10.3 Axis movements
Surface grinding
234 Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
N1 G17 ; X/Y plane
N5 G90 G0 X30 Y40 ; Starting point circle for N10
N10 G111 X40 Y33 ; Pole = circle center
N20 G2 RP=12.207 AP=21 ; Polar specifications
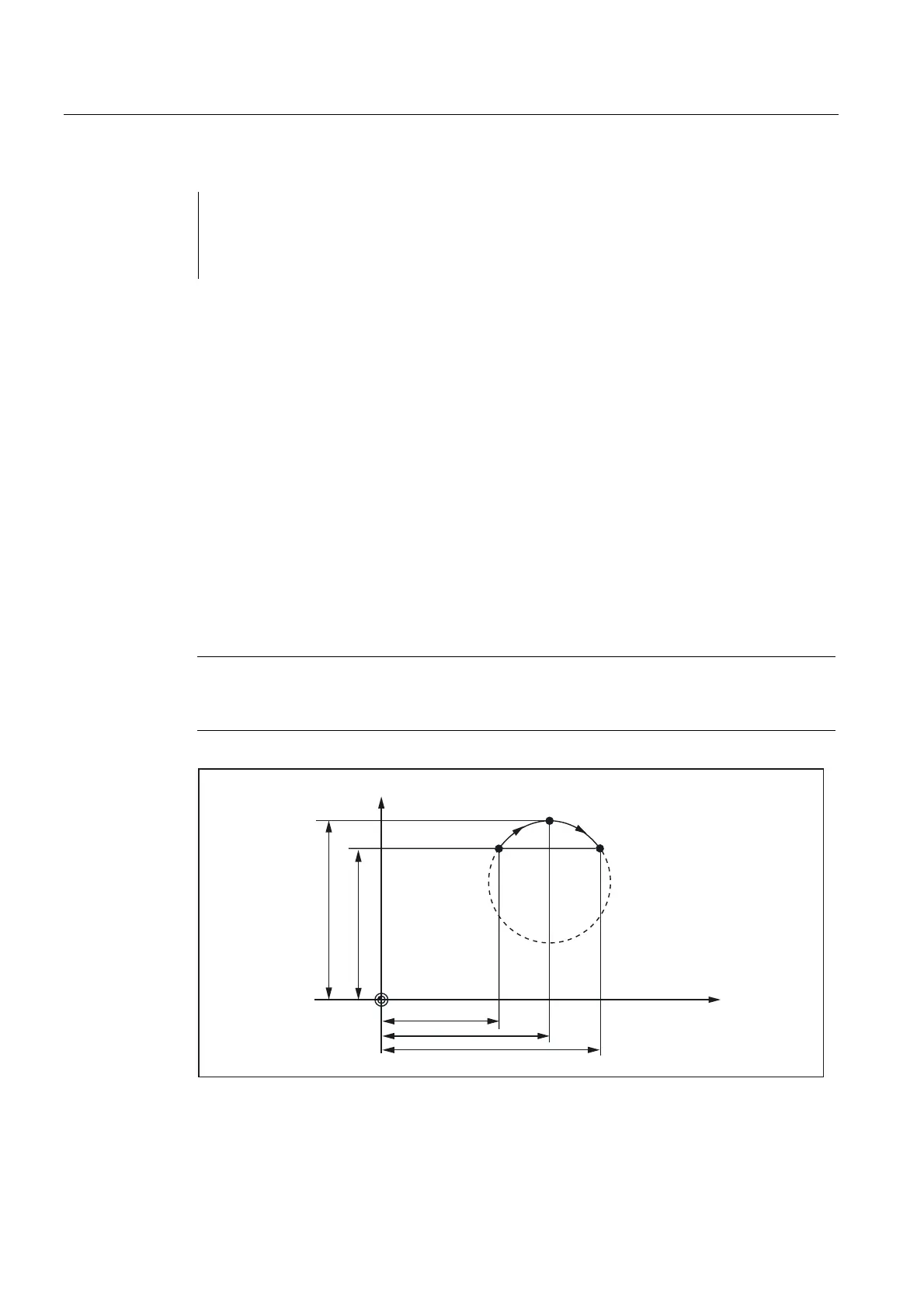
10.3.4 Circular interpolation via intermediate point: CIP
Functionality
If you know three contour points of the circle, instead of center point or radius or aperture
angle, then it is advantageous to use the CIP function.
The direction of the circle results here from the position of the intermediate point (between
starting and end points). The intermediate point is written according to the following axis
assignment:
I1=... for the X axis,
J1=... for the Y axis,
K1=... for the Z axis.
CIP remains active until canceled by another instruction from this G group (G0, G1, G2, ...).
Note
The configured dimensional data G90 or G91 applies to the end point and the intermediate
point.
6WDUWLQJSRLQW
(QGSRLQW
<
;
,QWHUPHGLDWHSRLQW
, -
Figure 10-23 Circle with end point and intermediate point specification using the example of G90