Cycles
9.12 Surface grinding with intermittent infeed - CYCLE428
Surface grinding
Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
183
9.12 Surface grinding with intermittent infeed - CYCLE428
Programming
CYCLE428( N_SITZ, XSTART, XEND ZSTART, ZEND, YEND, ZU_ART, ZZU_ART, KS,
A_LU, A_SR, LUZ, SRZ, N_FR, A_HEB, FY, FX, FZ)
Parameter
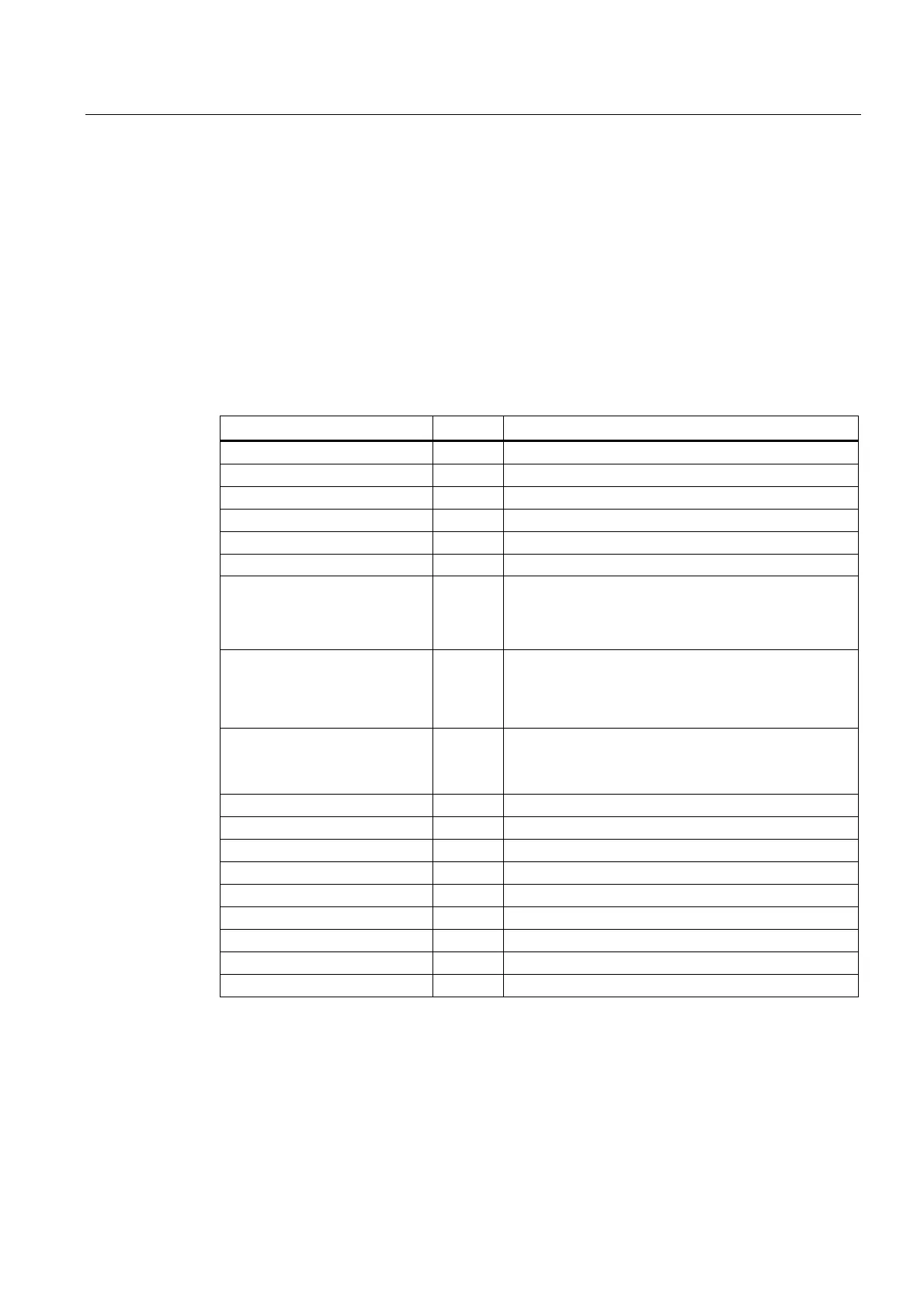
Table 9- 8 Parameter CYCLE428
Parameter Data type Meaning
N_SITZ INT Seat number
XSTART REAL X axis starting position (abs)
XEND REAL X end position
ZSTART REAL Z axis starting position (abs)
ZEND REAL Z end position
YEND REAL Y end position
ZU_ART INT Infeed:
- left
- right
- both sides
ZZU_ART INT Intermittent infeed:
- left
- right
- both sides
KS INT with structure-borne noise
0=no
1=yes
A_LU REAL Air grinding allowance (incr.)
A_SR REAL Allowance (incr.)
LUZ REAL Air grinding feedrate, per stroke
SRZ REAL Infeed per stroke
N_FR REAL Number of sparking-out strokes
A_HEB REAL Retraction amount (incr.)
FY REAL Feedrate at reversal point
FX REAL Table feedrate
FZ REAL Z axis infeed in X, per stroke
Function
The surface grinding cycle with intermittent infeed is called for the purpose of machining a
surface that is wider than the wheel itself. The surface concerned is ground using the
oscillation method. Infeed is performed at the end of the strokes in X.