Automatic mode
6.2 Machining offset
Surface grinding
72 Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
0DFKLQLQJ
RIIVHW
6.2 Machining offset
Functionality
Fine offsets can be entered in Y and Z, globally for each seat or individually for a specific
seat.
From then on, these offsets will always be used for the grinding work (seat).
Note
If the NC program is in STOP or RESET, then offsets can be entered.
For the active infeed axis, the following applies for the offsets:
The entered offsets are included in the grinding cycles, if the offset is executed during the
"Program interruption". In this case, the machining allowances are adapted to the offsets.
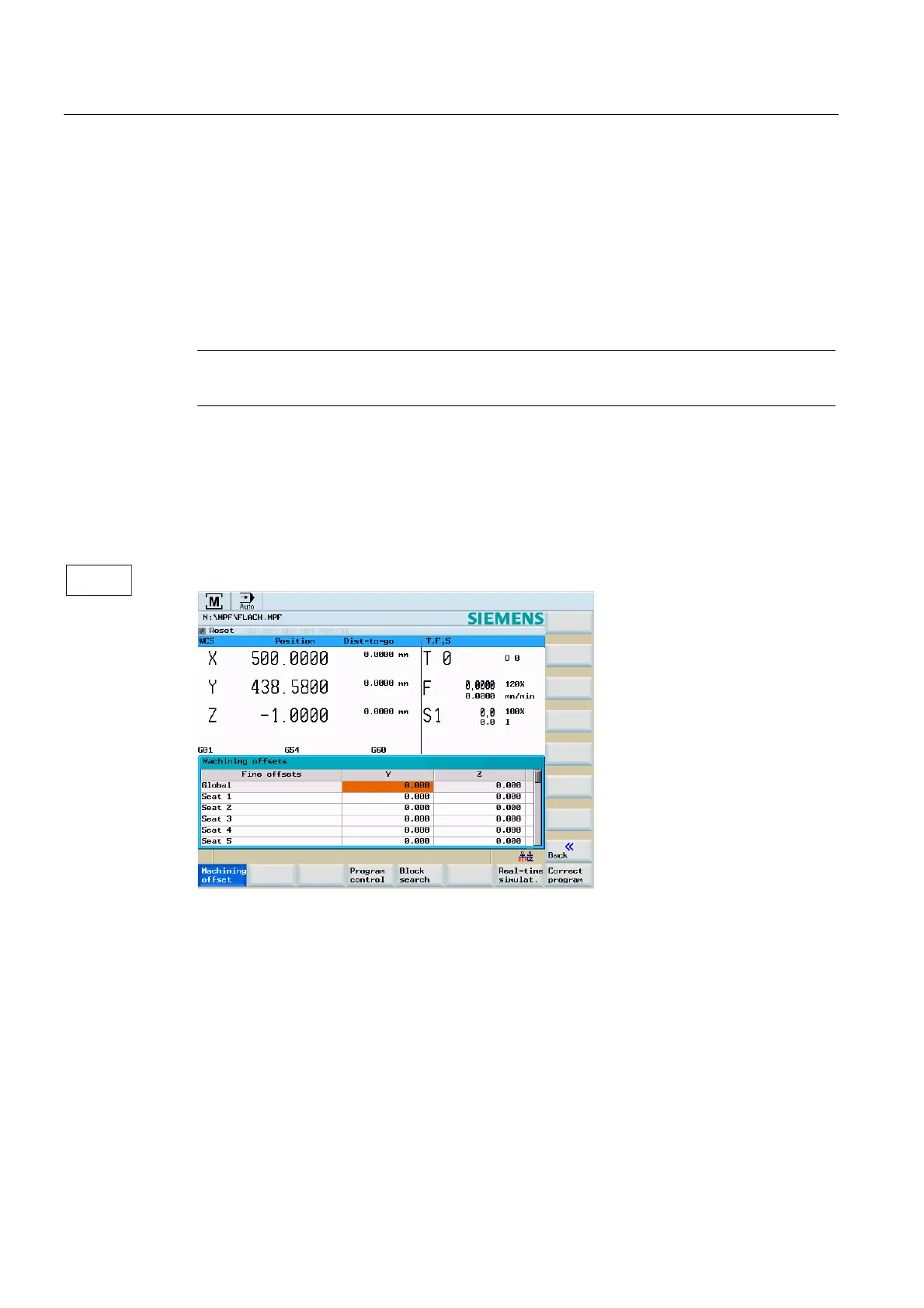
Operating sequence
The "Automatic" start screen will display a window for the machining offsets.
Figure 6-4 Machining offsets
Examples
● Offset of Y by 0.1 mm (Y is the infeed axis) at the allowance point of 0.15 mm. The
changeover point for roughing/finishing is at 0.06 mm.
It follows from this that the actual allowance is reduced by 0.1mm.
The resulting actual allowance is 0.05 mm -> the cycle directly branches into finishing
incl. all technology changes.