Cycles
9.13 Profile grinding - CYCLE429
Surface grinding
186 Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
9.13 Profile grinding - CYCLE429
Programming
CYCLE429( N_SITZ, XSTART, ZSTART, YEND, KS, A_LU, A_SR, LUZ, SRZ, N_FR,
A_HEB, FX, KONTUR)
Parameter
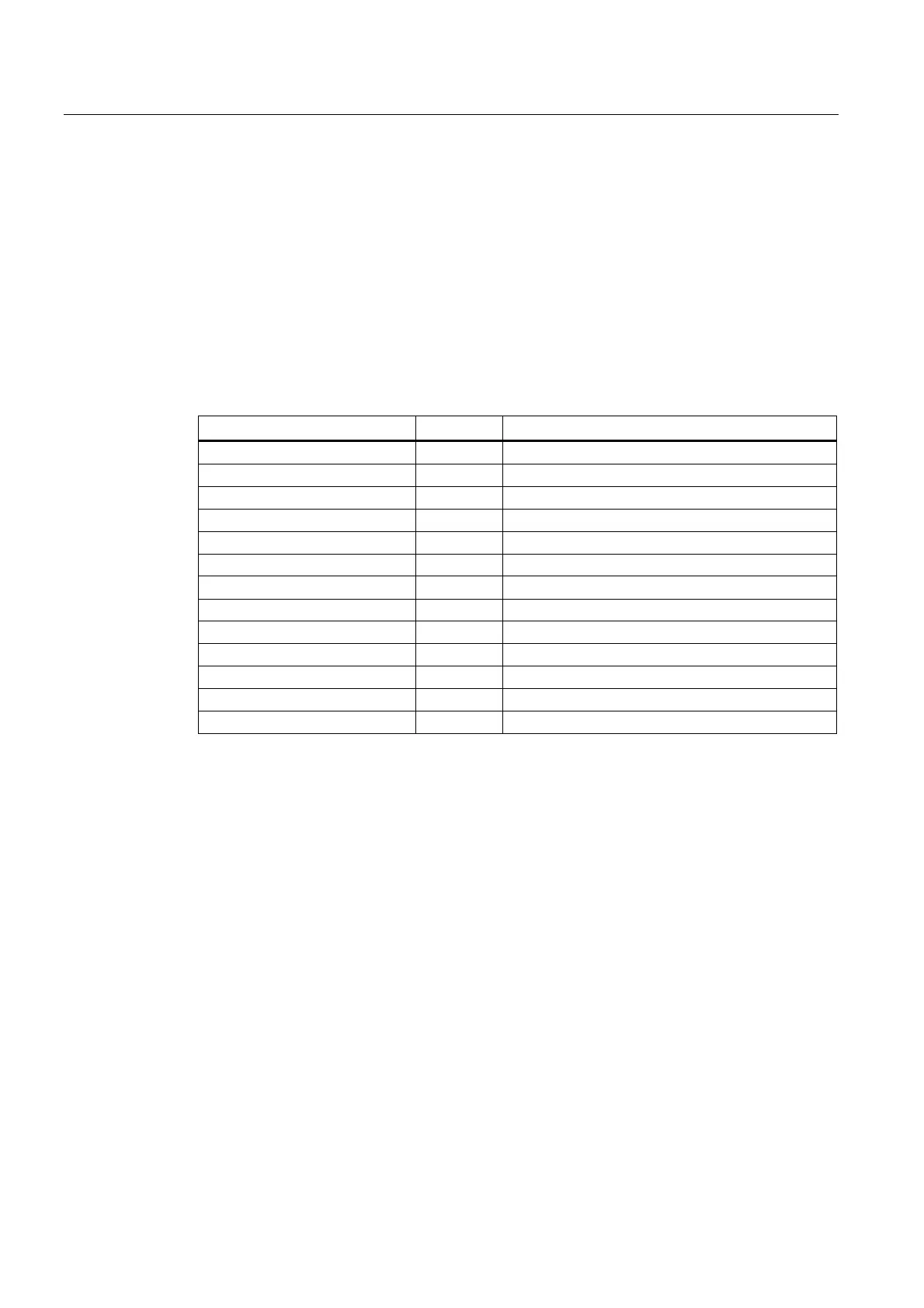
Table 9- 9 Parameters of CYCLE429
Parameter Data type Meaning
N_SITZ INT Seat number
XSTART REAL X axis starting position (abs)
ZSTART REAL Z axis starting position (abs)
YEND REAL Y end position
KS INT with structure-borne noise 0 = no 1 = yes
A_LU REAL Air grinding allowance (incr.)
A_SR REAL Allowance (incr.)
LUZ REAL Air grinding feedrate, per stroke
SRZ REAL Infeed per stroke
N_FR REAL Number of sparking-out strokes
A_HEB REAL Retraction amount (incr.)
FX REAL Table feedrate
KONTUR String Contour name
Function
The profile grinding cycle is called for the purpose of machining a surface with a free
contour.
The entire contour is contained within the contour subroutine.
The cycle merely handles the infeed process and the interrupt keys, which do not have any
effect until the end of the contour is reached.
Both intermediate dressing and interruption are supported.
At the end of each stroke, retraction is performed followed by a return to the starting point.
Machining must be performed using active tool nose radius compensation (G41/G42).
The tool offset is modified by the cycle.
The user has the option of programming both an outward and a return motion in the free
contour. In this case, no retraction amount is required.
The user must select the correct G group (G41/G42) in the contour program, because this
program also happens to contain the machining direction.