Cycles
9.13 Profile grinding - CYCLE429
Surface grinding
Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
187
Sequence
Enter allowance in work offset.
Traverse to retraction amount.
Traverse to X starting position and Z starting position.
Call contour program.
Retract and reset work offset.
Approach the start point again until the allowance has been machined.
At the end, the tool retracts by the retraction amount.
Machining continues at the end point using a new technology.
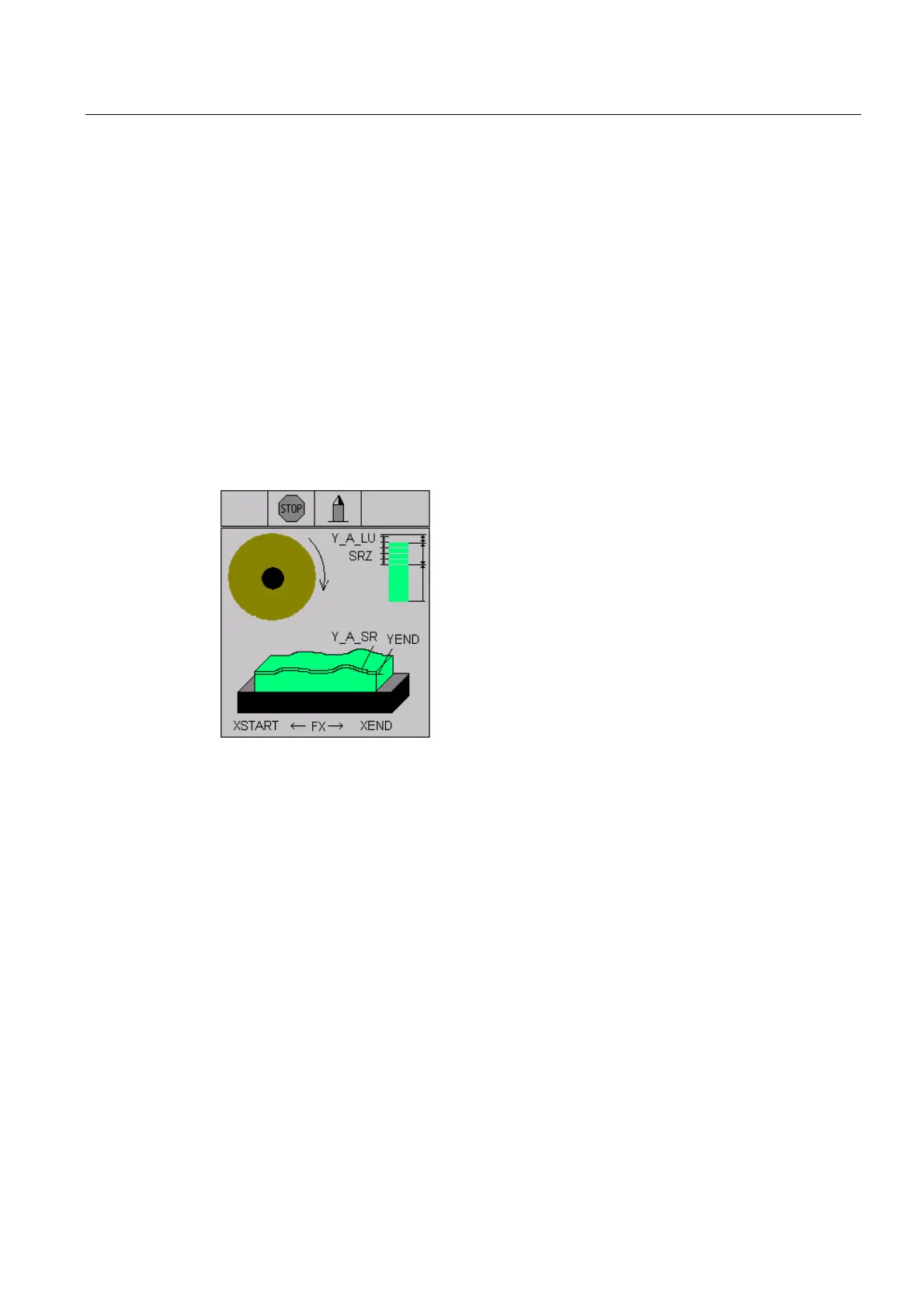
Sketch of the geometry parameters
Figure 9-12 Profile grinding - CYCLE429
Programming example
Machining sequence:
● Profile grinding with an allowance of 0.02 mm and an infeed of 0.005 mm per stroke.
● The surface offset is used for the infeed. The contour is always programmed to the
finished dimension.
● 2 sparking-out strokes are then performed at the end.
● Retraction should be programmed as follows:
– It should be possible to perform a return journey in absolute safety.
– The return motion is contained within the contour.
● In the example below, subsequent machining is carried out with a different infeed but the
same contour.
● The contour must be stored as an individual subroutine. The direction of tool nose radius
compensation is also activated in the contour.