Programming
10.6 Tool and tool offset
Surface grinding
272 Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
Acute contour angles
If very sharp outside corners occur in the contour with active G451 intersection, the control
system automatically switches to transition circle. This avoids long idle motions.
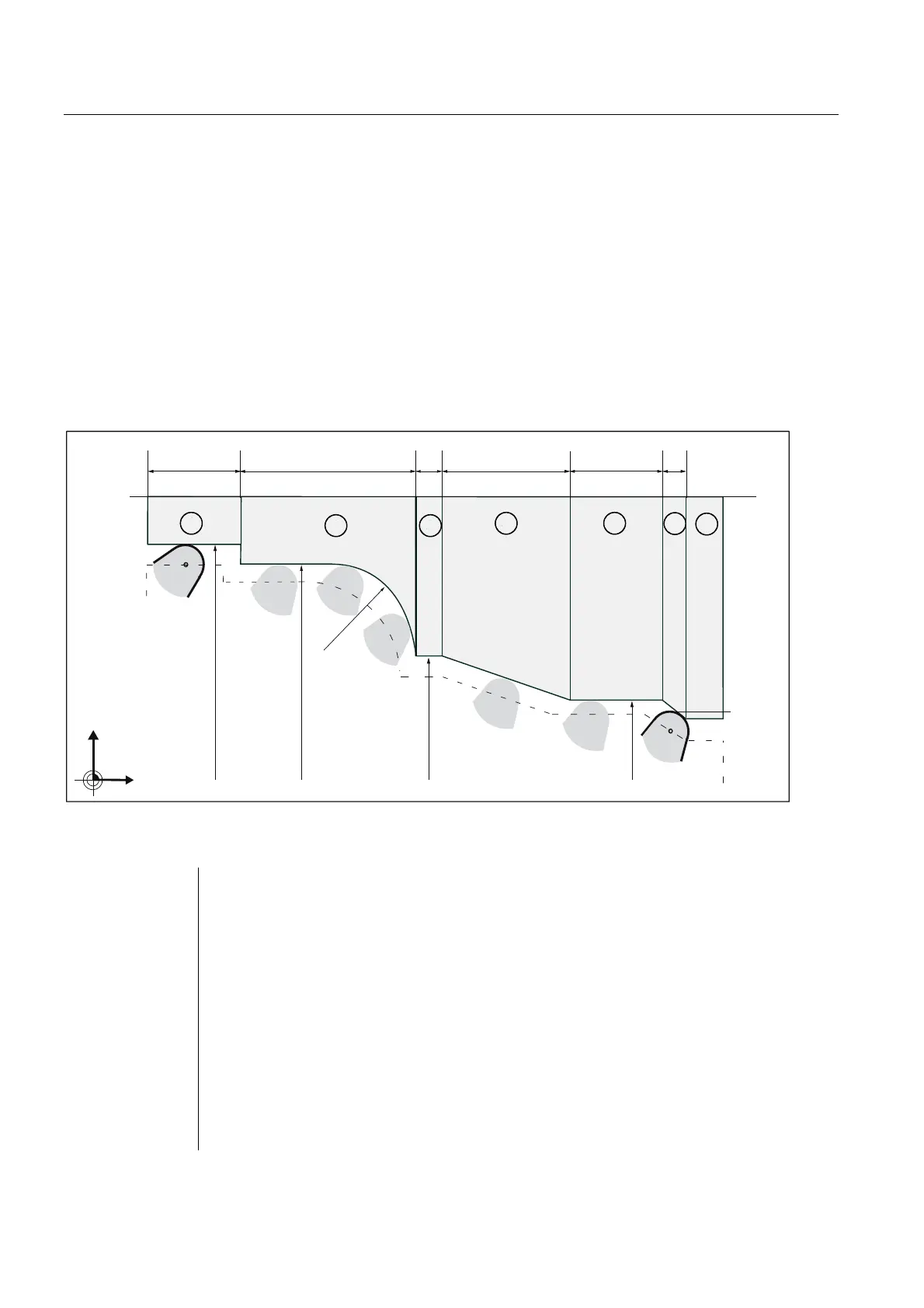
10.6.8 Example of tool radius compensation
The wheel should have the contour shown in the figure. Dressing takes place from left to
right using MIRROR and G41
Caution: The workpiece zero (XWP) in wheel data must be -110 to be able to program the
contour in workpiece coordinates.
S
S
S
S
<
=
r
5
5
5
5
5
Figure 10-41 Example for contour dressing
N1 ; Contour cut
N10 F... S... M... ; Radius dimension, technological values
N15 G500 ; Work offset "OFF"
N20 MIRROR X0 Z0 ; Begin compensation mode
N30 G90 G0 X-90
N40 Z-10
N50 Y110 ; Approach R55
N60 G41 G64 G1 Z20 F500 ; Dressing contour section ①
N70 Y100
N80 Z60 RND=20 ; Dressing contour section ①
N90 Y60
N100 Z68 ; Dressing contour section ①
N110 Y40 Z98 ; Dressing contour section ①