Part programming
7.4 Free contour programming
Surface grinding
98 Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
1
0
$FFHSW
HOHPHQW
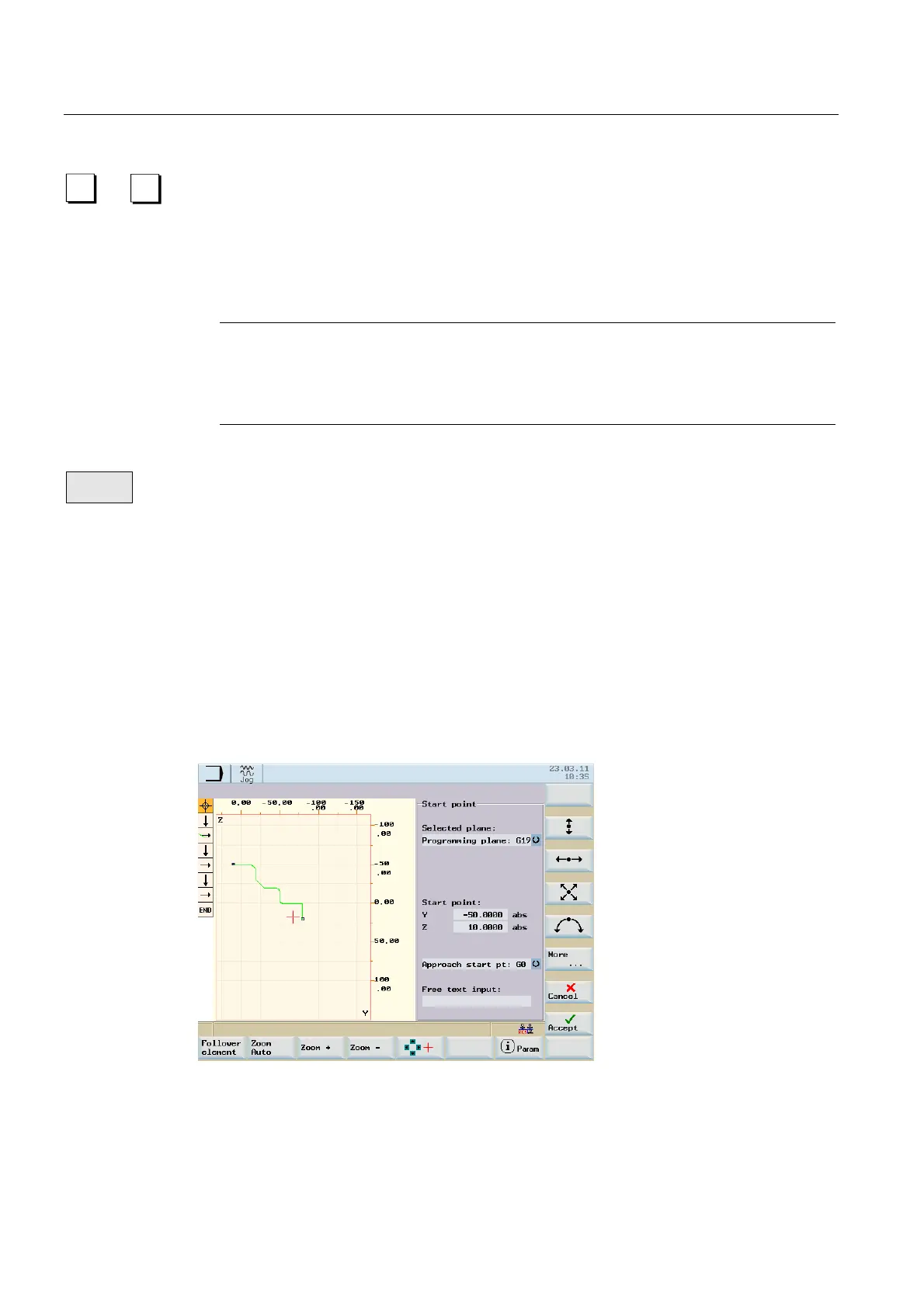
1. Enter the values for the starting point.
The values must be specified as absolute dimensions (reference dimension).
2. Select the approach motion to the start point in input field "Approach start point" with
softkey "Alternative" (or the "Select key").
The approach motion can be changed from G0 (rapid traverse) to G1 (linear
interpolation).
Note
If you have not yet programmed a feedrate in the part program, you can enter a specific
feedrate in the "Free text input" field,
e.g.
F100.
3. Press the "Accept element" softkey.
The start point is saved.
You can add the next element using softkey commands (see next section "Define a
contour element").
7.4.4 Softkeys and parameters
Functionality
Once you have defined the contour start point, you can begin programming the individual
contour elements from the main screen shown below:
Figure 7-11 Define a contour element
Individual contour elements are programmed with the vertical softkeys. You assign the
contour element parameters in the relevant input screen.