Programming
10.3 Axis movements
Surface grinding
228 Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
Programming example
N05 G0 G90 X40 Y48 Z2 S500 M3 ; The tool traverses in rapid traverse on
P1, three axes concurrently, spindle
speed = 500 rpm, clockwise
N10 G1 Z-12 F100 ; Infeed on Z-12, feed 100 mm/min
N15 X20 Y18 Z-10 ; Tool travels on a straight line in
space on P2
N20 G0 Z100 ; Retraction in rapid traverse
N25 X-20 Y80
N30 M2 ; End of program
To machine a workpiece, spindle speed S ... and direction M3/M4 are required (see Section
"Spindle movement").
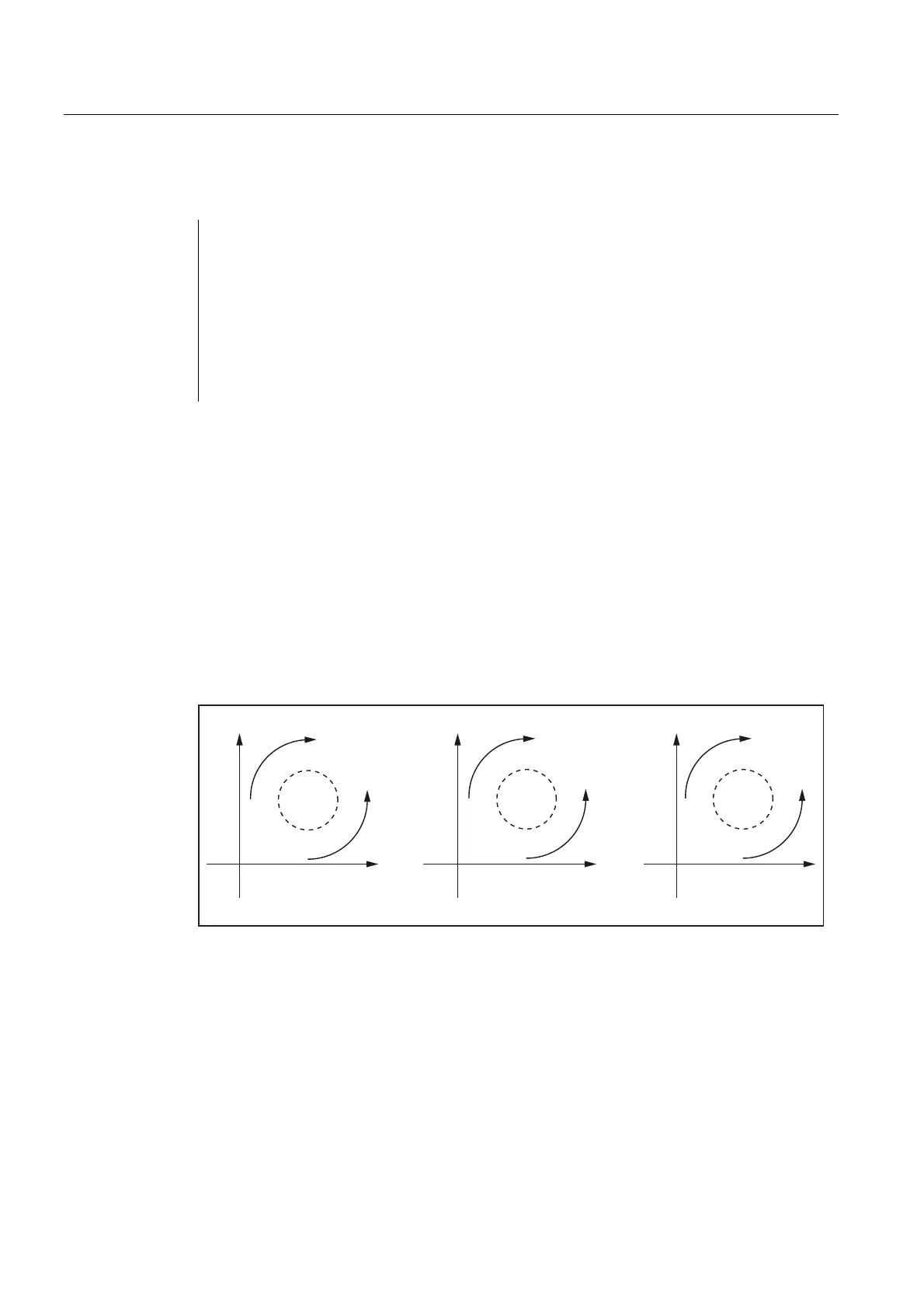
10.3.3 Circular interpolation: G2, G3
Functionality
The tool moves from the starting point to the end point along a circular path. The direction is
determined by the G function:
G2: clockwise
G3: counter-clockwise
*
*
*
*
*
*
;
<
;
;
<
<
Figure 10-15 Definition of the direction of rotation of the circle G2/G3 in the three possible planes