Description
1.5 Coordinate systems
Surface grinding
Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
19
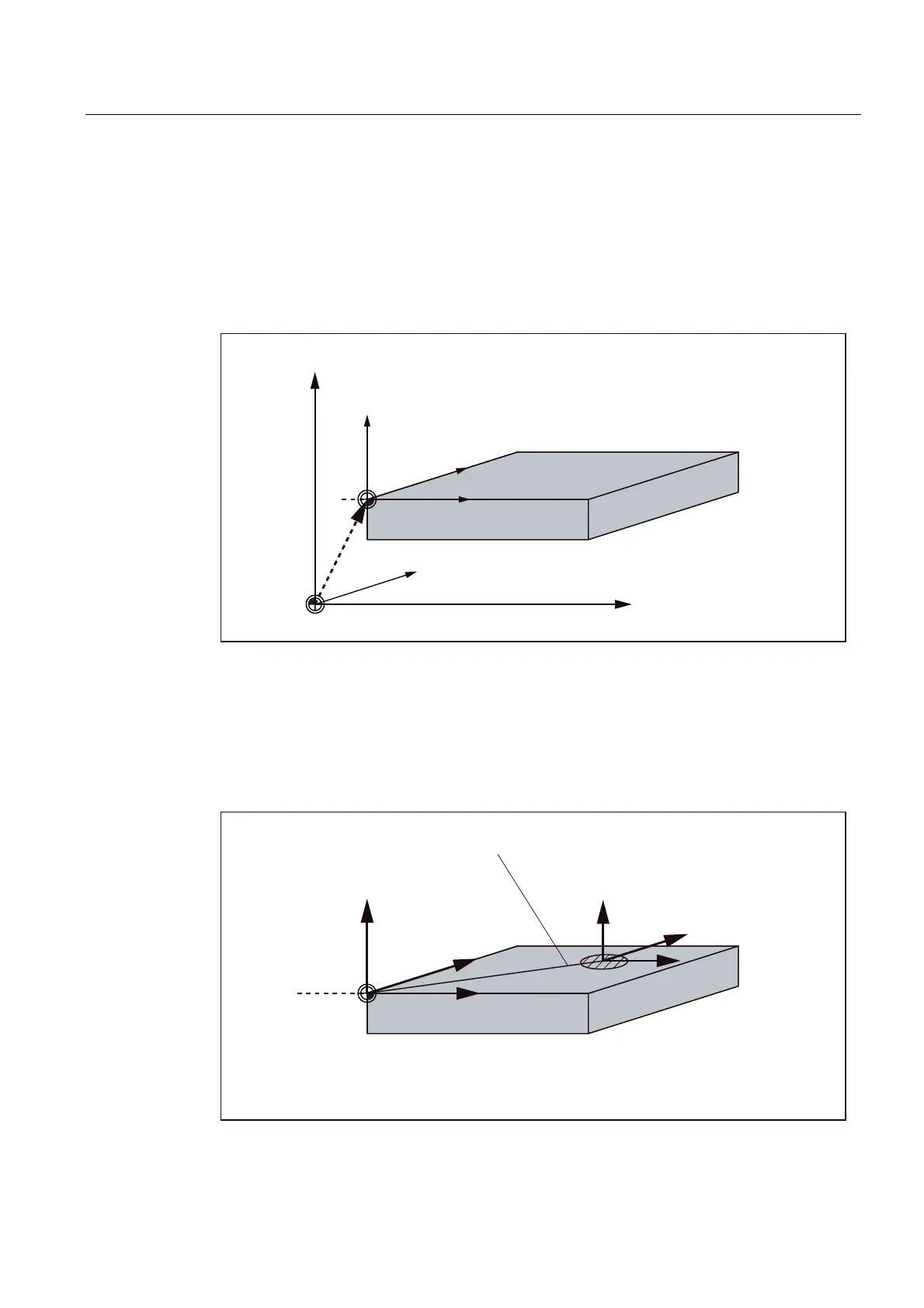
Clamping the workpiece
For machining, the workpiece is clamped on the machine. The workpiece must be aligned
such that the axes of the workpiece coordinate system run in parallel with those of the
machine. Any resulting offset of the machine zero with reference to the workpiece zero is
determined along the Y axis and entered in a data area intended for the settable work offset.
In the NC program, this offset is activated during program execution, e.g. using a
programmed G54.
: ZRUNSLHFH]HUR
0 PDFKLQH]HUR
:
<
ZRUNSLHFH
;
=
<
PDFKLQH
=
PDFKLQH
;
PDFKLQH
HJ*
0
Figure 1-6 Workpiece on the machine
Current workpiece coordinate system
The programmed work offset TRANS can be used to generate an offset with reference to the
workpiece coordinate system. resulting in the current workpiece coordinate system (see
Section "Programmable work offset: TRANS").
: ZRUNSLHFH]HUR
:
<
;
=
3URJUDPPDEOHRIIVHW
75$16
<
;
=
&XUUHQW
Figure 1-7 Coordinates on the workpiece; current workpiece coordinate system